02.07.2021
5-axis machining of a connecting rod utilizing an external CAM system
Blog post
Greetings to all of our friends engaged in manufacturing with clamping systems,
my name is Sebastian Herr. I am HURCO’s Director of Application Technology.

In the following posting, I will be furnishing you with additional information regarding our “Milling a connecting rod” video.
This video shows you the process employed to produce a stainless-steel connecting rod using 5-axis machining. This example clearly demonstrates that processing with trochoidal milling using the HURCO control system is the absolute equal of procedures using the CAM systems as employed by our associated firms. The basic concept remains the same: The tool executes a rotary motion as it proceeds into the workpiece in a penetration process that continues until it is completely immersed and thus able to mill across the entire length of the cutting tool. Throughout the entire processing cycle, the motion pattern is continuously adapted to maintain an invariable and consistent clamping center.
Trochoidal pocket milling
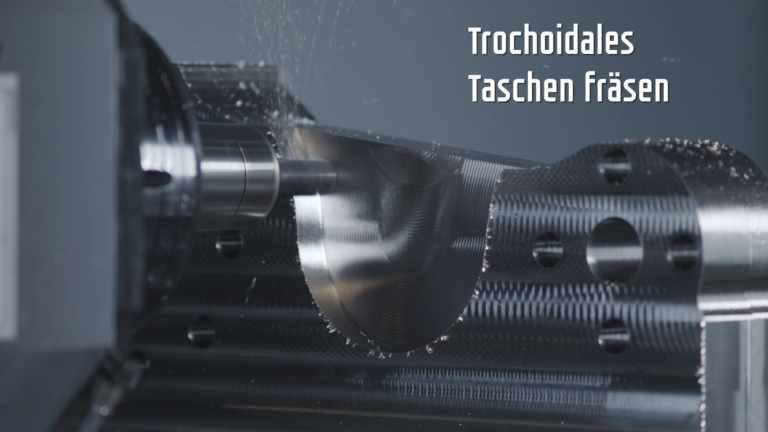 The connecting-rod processing operation that you now have the opportunity to witness is an impressive number. We programmed the pocket milling using TopSolid, which has also been incorporated in our dialog programming. With the HURCO system, the process flows with such seamless smoothness that the simulation displays no detectable difference. The procedures for tool installation and machine set-up also remain absolutely identical, while the program proceeds with no pauses or interruptions of any kind. This unites two technologies in a closely knit combination: HURCO contributes the foundational dialog programming while the CAM builds upon this basis with the DIN-ISO code.
The connecting-rod processing operation that you now have the opportunity to witness is an impressive number. We programmed the pocket milling using TopSolid, which has also been incorporated in our dialog programming. With the HURCO system, the process flows with such seamless smoothness that the simulation displays no detectable difference. The procedures for tool installation and machine set-up also remain absolutely identical, while the program proceeds with no pauses or interruptions of any kind. This unites two technologies in a closely knit combination: HURCO contributes the foundational dialog programming while the CAM builds upon this basis with the DIN-ISO code.
I really want to emphasize that the NC programs are fully integrated in the control system’s programmed conversational operating concept. We didn’t make the decision to apply the CAM system because we had to; we use it because it works! And above all, because it represents the ideal answer to the typical quotidian conditions encountered in contract manufacturing. These environments frequently encompass multiple machines and operators, but just one or two CAM work stations. Under these conditions, a control system offering immense flexibility is an extremely welcome addition. An essential asset is how this system allows programmers to integrate programs stemming from a variety of sources. The only required qualification is a solid background in machining and metal cutting. When we compare the systems, all that the HURCO operator needs is some basic training in the realm of conversational control systems, while the competitors’ systems demand extensive expertise, available only at the cost of considerable time and expenditure.
Automated pallet loading
 Now I would like to draw your attention to several special features related to the actual machining process. Right at the outset, we focus on the topic of “automation” by showing you the pallet-loading process. In addition to our own in-house products, we also offer solutions for both component and pallet loading contributed by our close associates at ROBOJOB and EROWA. The present scenario focuses on a solution provided by EROWA. At the same time, we remain open to any and all viable automation concepts that might be needed to meet your own specific requirements.
Now I would like to draw your attention to several special features related to the actual machining process. Right at the outset, we focus on the topic of “automation” by showing you the pallet-loading process. In addition to our own in-house products, we also offer solutions for both component and pallet loading contributed by our close associates at ROBOJOB and EROWA. The present scenario focuses on a solution provided by EROWA. At the same time, we remain open to any and all viable automation concepts that might be needed to meet your own specific requirements.
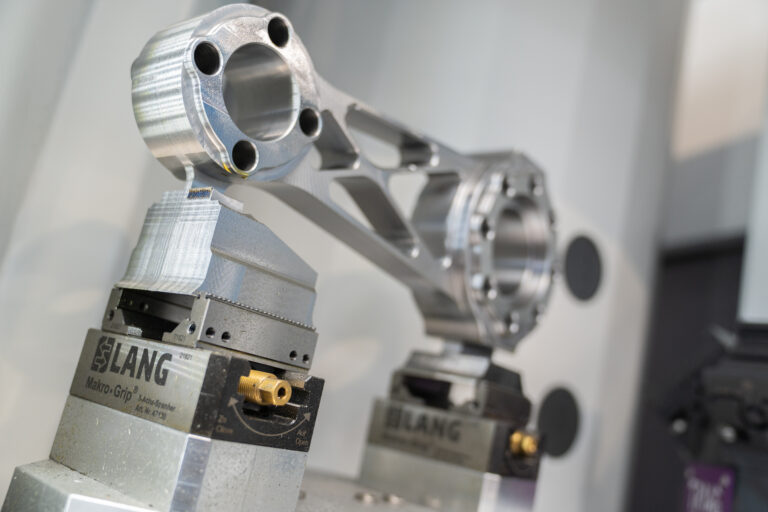
We commence by showing you heavy stainless-steel blocks weighing in at roughly 60 kg, or just over 130 lbs., on two small clamping modules (each 75 mm in width) sourced from LANG TECHNIK. In the interests of achieving secure clamping, the casting has been endowed with an indentation approximately one millimeter in depth and 125 millimeters wide at its lower edge. The casting is processed using a hydraulic mechanism that presses the clamping module’s teeth into the block. The clamping process thus produces a tight positive fit providing immense retaining forces while relying on relatively modest clamping force. This contributes an array of assets of considerable value in the machining and metal-cutting process. It allows the clamping system to serve as a cushioning assembly, resulting in a substantially smoother machining operations. At the end of the day, this means that the connecting rod can be machined at relatively constant load factors combined with a high level of machining performance – in a secured process, despite the high superstructure.
Simulation of unfinished and finished parts
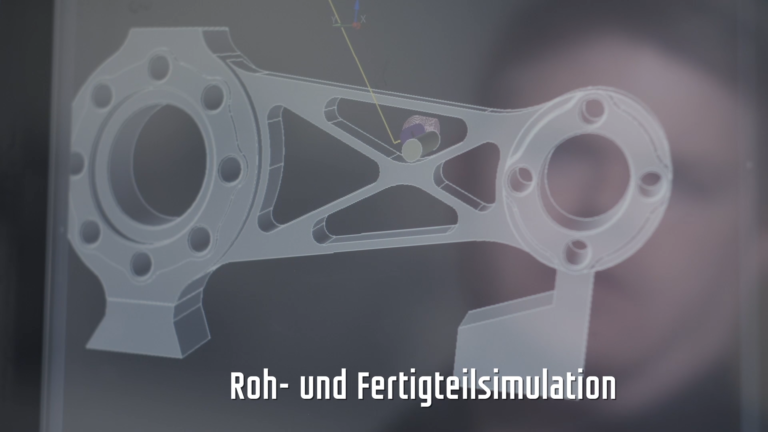 At this juncture, I would like to call particular attention to the simulations of the raw casting and finished part along with the ability to import 3D solid models from the CAD to the control system. This feature is made possible by the “Solid Model Import” option. Starting at second 10, you will be able to see the solid model for the processed part as well as the superimposed casting upon which the machining operation as defined in the control system is simulated. This allows you to check to ensure that everything is proceeding according to plan at this point. From second 39 onward, you receive a clear simulation of the raw casting and machined part, allowing you to monitor the machining path and the rate of metal removal. You can easily view the machine’s current motion patterns along with the depth at which the milling tool is currently operating within the workpiece.
At this juncture, I would like to call particular attention to the simulations of the raw casting and finished part along with the ability to import 3D solid models from the CAD to the control system. This feature is made possible by the “Solid Model Import” option. Starting at second 10, you will be able to see the solid model for the processed part as well as the superimposed casting upon which the machining operation as defined in the control system is simulated. This allows you to check to ensure that everything is proceeding according to plan at this point. From second 39 onward, you receive a clear simulation of the raw casting and machined part, allowing you to monitor the machining path and the rate of metal removal. You can easily view the machine’s current motion patterns along with the depth at which the milling tool is currently operating within the workpiece.
This connecting-rod machining process thus illustrates multiple facets of our approach: The ease with which a DIN/ISO subprogram can be incorporated in the dialog programming as well as the flawless flow of the processing simulation – all in a single cycle. Also apparent is the smooth functionality displayed during execution of potentially difficult metal-cutting operations on stainless steel. The special clamping mechanism ensures minimal vibration. The foundation is furnished by an adaptive milling strategy that can be utilized to full potential thanks to the machine’s vibration-damping properties. In addition, the casting webs to which the connecting rods are attached can be machined so thinly that they can simply be broken off once the machining process has been completed. It is now possible to grind off the burr, at which the connecting rod is finished – in one machining operation and with one clamping process.
Partners
Automation: EROWA
Tool-clamping technology: LANG TECHNIK
CAD/CAM system: TOPSOLID
Distributor: MOLDTECH
 Contact:
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de

HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
phone+49 (89) 905094 - 29
E-mail abanek@hurco.de