Demanding applications with high cutting performance and flexibility
The “VMX50Di” 3-axis machining center is designed for demanding applications with high cutting performance and flexibility. Based on our success factors of the smaller 3-axis models, the new development for this takes the “VMX 50i” as its basis. It is designed for machining aluminum as well as for small-part machining and the production of filigree contours on larger parts.

Pliening, Germany, September 2021: The main difference to the established series is, on the one hand, the significantly faster spindle, which is also even more dynamic during startup and braking: It thus provides a power of up to 22 kW and a torque of up to 140 Nm at a maximum speed of 15,000 min-1.
The target group for the VMX 50 Di is contract manufacturers in the single-part and small-batch sectors who typically require higher speeds for their machining operations. Here, the VMX 50 Di is designed for machining aluminum as well as for small-part machining and the production of filigree contours on larger parts. Tools with small diameters can be used particularly efficiently, ideally at high speeds.
Sebastian Herr, Head of Application Technology at HURCO: “Tools with steep taper SK 40 and SK 50 are widely used by our customers. In the contract manufacturing sector, for example, the SK 40 take-up is the benchmark. The VMX 50 Di is perfectly matched to this, as it is equipped with this mount as standard.”
More Information:
https://www.hurco.eu/products/3-axis-machining-centers/
 Contact:
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Blog post
Greetings to all of our friends engaged in manufacturing with clamping systems,
my name is Sebastian Herr. I am HURCO’s Director of Application Technology.

In the following posting, I will be furnishing you with additional information regarding our “Milling a connecting rod” video.
This video shows you the process employed to produce a stainless-steel connecting rod using 5-axis machining. This example clearly demonstrates that processing with trochoidal milling using the HURCO control system is the absolute equal of procedures using the CAM systems as employed by our associated firms. The basic concept remains the same: The tool executes a rotary motion as it proceeds into the workpiece in a penetration process that continues until it is completely immersed and thus able to mill across the entire length of the cutting tool. Throughout the entire processing cycle, the motion pattern is continuously adapted to maintain an invariable and consistent clamping center.
Trochoidal pocket milling
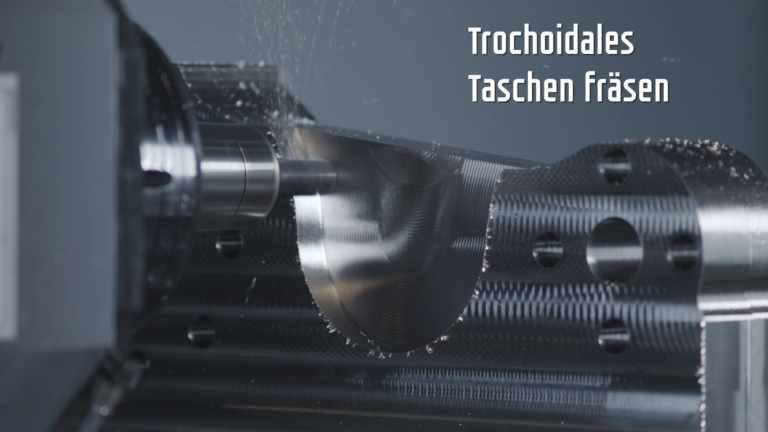 The connecting-rod processing operation that you now have the opportunity to witness is an impressive number. We programmed the pocket milling using TopSolid, which has also been incorporated in our dialog programming. With the HURCO system, the process flows with such seamless smoothness that the simulation displays no detectable difference. The procedures for tool installation and machine set-up also remain absolutely identical, while the program proceeds with no pauses or interruptions of any kind. This unites two technologies in a closely knit combination: HURCO contributes the foundational dialog programming while the CAM builds upon this basis with the DIN-ISO code.
The connecting-rod processing operation that you now have the opportunity to witness is an impressive number. We programmed the pocket milling using TopSolid, which has also been incorporated in our dialog programming. With the HURCO system, the process flows with such seamless smoothness that the simulation displays no detectable difference. The procedures for tool installation and machine set-up also remain absolutely identical, while the program proceeds with no pauses or interruptions of any kind. This unites two technologies in a closely knit combination: HURCO contributes the foundational dialog programming while the CAM builds upon this basis with the DIN-ISO code.
I really want to emphasize that the NC programs are fully integrated in the control system’s programmed conversational operating concept. We didn’t make the decision to apply the CAM system because we had to; we use it because it works! And above all, because it represents the ideal answer to the typical quotidian conditions encountered in contract manufacturing. These environments frequently encompass multiple machines and operators, but just one or two CAM work stations. Under these conditions, a control system offering immense flexibility is an extremely welcome addition. An essential asset is how this system allows programmers to integrate programs stemming from a variety of sources. The only required qualification is a solid background in machining and metal cutting. When we compare the systems, all that the HURCO operator needs is some basic training in the realm of conversational control systems, while the competitors’ systems demand extensive expertise, available only at the cost of considerable time and expenditure.
Automated pallet loading
 Now I would like to draw your attention to several special features related to the actual machining process. Right at the outset, we focus on the topic of “automation” by showing you the pallet-loading process. In addition to our own in-house products, we also offer solutions for both component and pallet loading contributed by our close associates at ROBOJOB and EROWA. The present scenario focuses on a solution provided by EROWA. At the same time, we remain open to any and all viable automation concepts that might be needed to meet your own specific requirements.
Now I would like to draw your attention to several special features related to the actual machining process. Right at the outset, we focus on the topic of “automation” by showing you the pallet-loading process. In addition to our own in-house products, we also offer solutions for both component and pallet loading contributed by our close associates at ROBOJOB and EROWA. The present scenario focuses on a solution provided by EROWA. At the same time, we remain open to any and all viable automation concepts that might be needed to meet your own specific requirements.
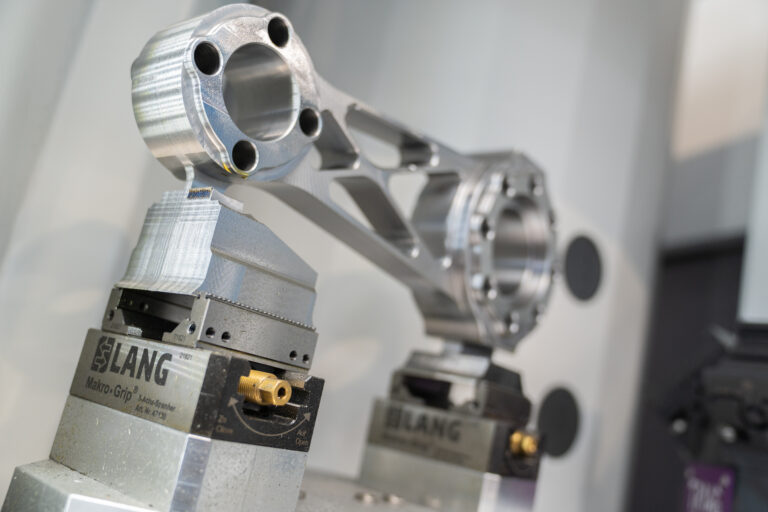
We commence by showing you heavy stainless-steel blocks weighing in at roughly 60 kg, or just over 130 lbs., on two small clamping modules (each 75 mm in width) sourced from LANG TECHNIK. In the interests of achieving secure clamping, the casting has been endowed with an indentation approximately one millimeter in depth and 125 millimeters wide at its lower edge. The casting is processed using a hydraulic mechanism that presses the clamping module’s teeth into the block. The clamping process thus produces a tight positive fit providing immense retaining forces while relying on relatively modest clamping force. This contributes an array of assets of considerable value in the machining and metal-cutting process. It allows the clamping system to serve as a cushioning assembly, resulting in a substantially smoother machining operations. At the end of the day, this means that the connecting rod can be machined at relatively constant load factors combined with a high level of machining performance – in a secured process, despite the high superstructure.
Simulation of unfinished and finished parts
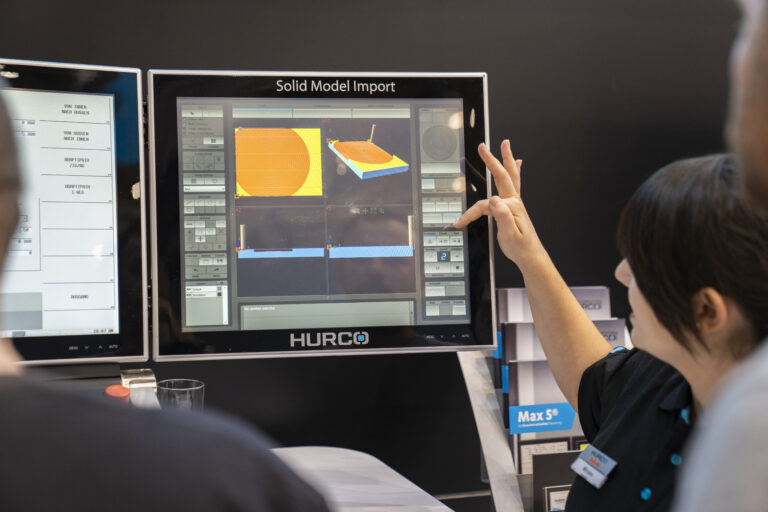
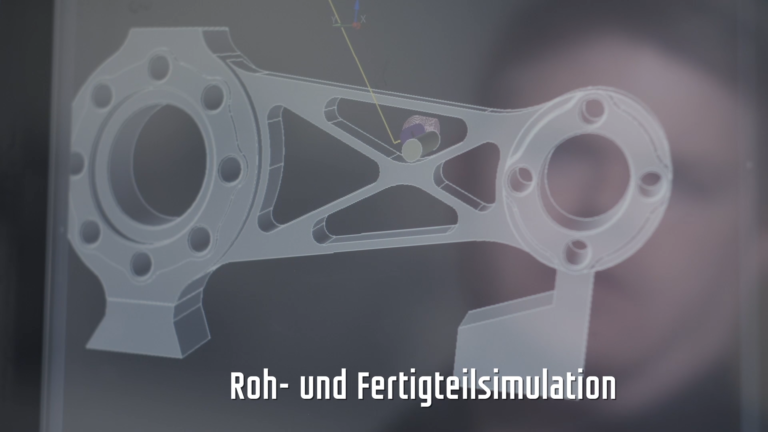 At this juncture, I would like to call particular attention to the simulations of the raw casting and finished part along with the ability to import 3D solid models from the CAD to the control system. This feature is made possible by the “Solid Model Import” option. Starting at second 10, you will be able to see the solid model for the processed part as well as the superimposed casting upon which the machining operation as defined in the control system is simulated. This allows you to check to ensure that everything is proceeding according to plan at this point. From second 39 onward, you receive a clear simulation of the raw casting and machined part, allowing you to monitor the machining path and the rate of metal removal. You can easily view the machine’s current motion patterns along with the depth at which the milling tool is currently operating within the workpiece.
At this juncture, I would like to call particular attention to the simulations of the raw casting and finished part along with the ability to import 3D solid models from the CAD to the control system. This feature is made possible by the “Solid Model Import” option. Starting at second 10, you will be able to see the solid model for the processed part as well as the superimposed casting upon which the machining operation as defined in the control system is simulated. This allows you to check to ensure that everything is proceeding according to plan at this point. From second 39 onward, you receive a clear simulation of the raw casting and machined part, allowing you to monitor the machining path and the rate of metal removal. You can easily view the machine’s current motion patterns along with the depth at which the milling tool is currently operating within the workpiece.
This connecting-rod machining process thus illustrates multiple facets of our approach: The ease with which a DIN/ISO subprogram can be incorporated in the dialog programming as well as the flawless flow of the processing simulation – all in a single cycle. Also apparent is the smooth functionality displayed during execution of potentially difficult metal-cutting operations on stainless steel. The special clamping mechanism ensures minimal vibration. The foundation is furnished by an adaptive milling strategy that can be utilized to full potential thanks to the machine’s vibration-damping properties. In addition, the casting webs to which the connecting rods are attached can be machined so thinly that they can simply be broken off once the machining process has been completed. It is now possible to grind off the burr, at which the connecting rod is finished – in one machining operation and with one clamping process.
Partners
Automation: EROWA
Tool-clamping technology: LANG TECHNIK
CAD/CAM system: TOPSOLID
Distributor: MOLDTECH
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
A project of the heart of Maxime Fontvielle
There is nothing unusual about building a custom bike mainly for a trade show. But what if the trade show in question has nothing to do with custom bikes at all? That is quite surprising.

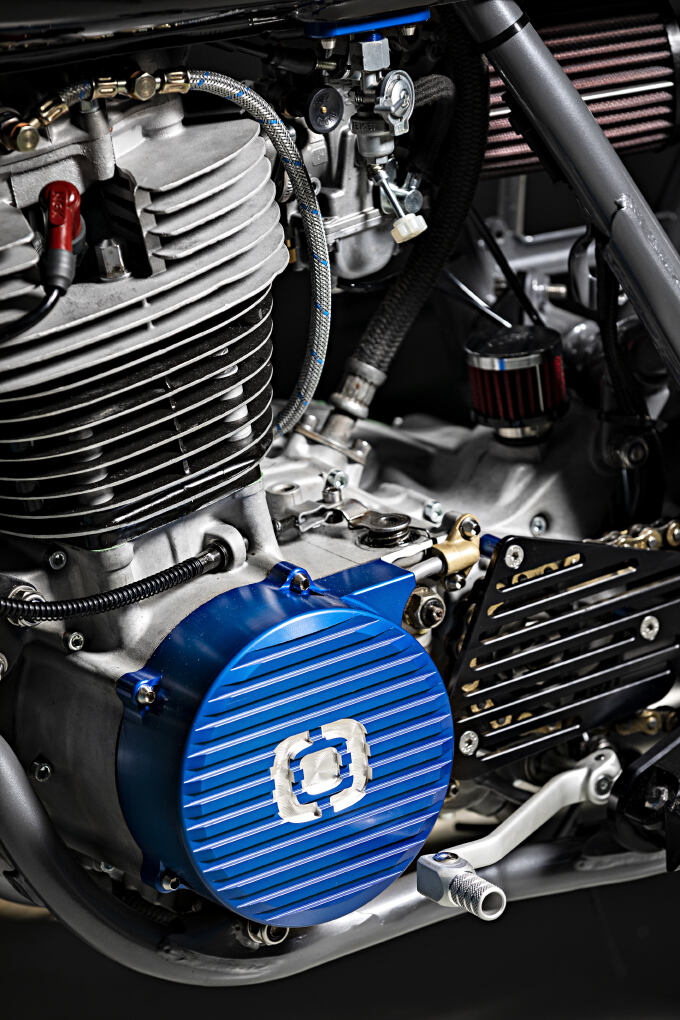
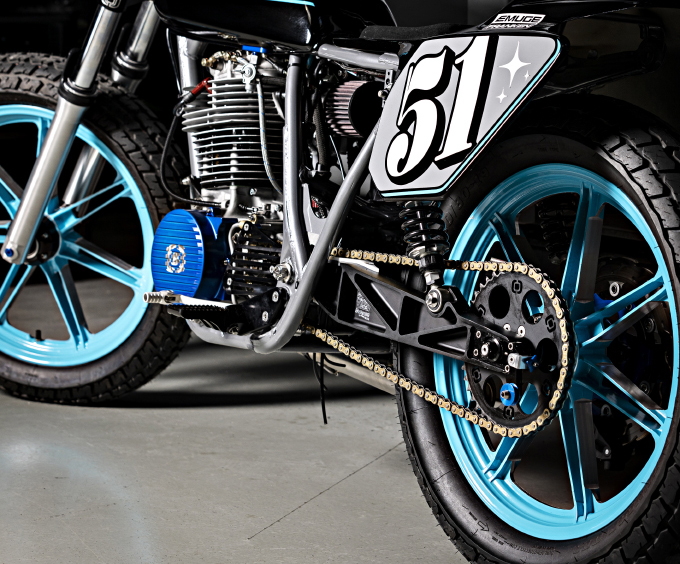
France, May 2021: The Yamaha SR500 pictured here, a flat tracker or speedway bike with a striking design, is the pet project of 27-year-old Maxime Fontvielle. He works as an applications engineer at the French branch of the U.S. machine tool manufacturer Hurco. He embarked on his career path because of his love of two-wheelers.
“As a teenager,” he tells us, “my passion was motorcycles. While browsing through various forums, I saw people making parts for racing motorcycles of the 90s. That’s when I thought: I want to do that too! I went through apprenticeships at various companies and then started at Hurco.”
By chance, Maxime discovered a scrap Yamaha SR500 for only 100 euros and had a bright idea: he wanted to rebuild it as an exhibit for his company to showcase at machine tool industry trade shows.
The somewhat different exhibit
 “At trade shows,” he says, “every year, manufacturers show off their new machines with classic parts from the aerospace industry. In my opinion, it lacked a bit of passion and spirit.”
“At trade shows,” he says, “every year, manufacturers show off their new machines with classic parts from the aerospace industry. In my opinion, it lacked a bit of passion and spirit.”
I wanted to build a beautiful motorcycle with parts that were machined with a machine tool. So I made the suggestion to my boss to get this bike ready as a real speedway monster. American racing discipline, American company … fits like a glove!”
Wisely, Maxime’s boss gave the okay – but there were only three months until the next trade show. So Maxime decided to divide the work. He entrusted the rebuilding of the engine to the Paris workshop Machines et Moteurs, with a very precise checklist. Meanwhile, he concentrated on the chassis.
Back came the engine with a displacement increase to 540 cc and numerous interior changes. Highlights include a sharper camshaft, improved oil flow, a Mikuni TMR36 carburetor and a K&N filter. There’s also a new manifold and a megaphone muffler with countercone, both from SC Project in Italy.
Piece by piece to a unique piece
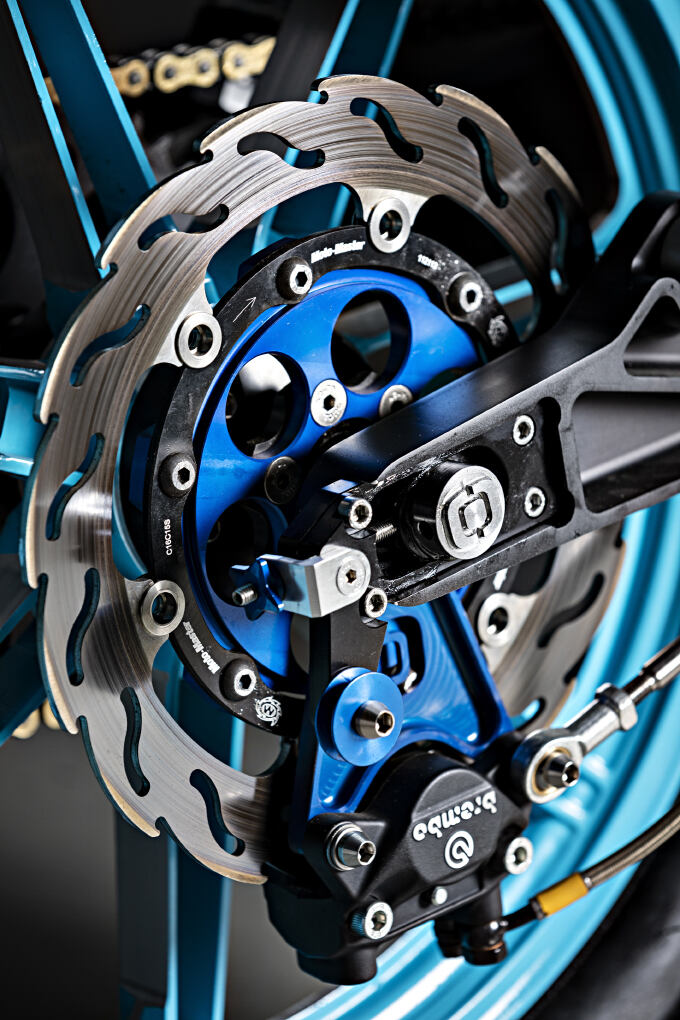
Maxime’s first task on the chassis was to install a 19-inch rear wheel to match the front wheel. He ended up getting a second SR wheel and machining it to accept a sprocket and 300mm brake disc. He then made special wheel axles, adapted the front wheel to larger bearings, and made both wheels lighter by “splitting” the spokes.


There is no brake at the front, but there is a Brembo caliper and master cylinder at the rear, connected by a stainless steel jacketed line. Since Maxime converted the bike from a rear drum brake, the entire brake system is custom – right down to the caliper mount and foot switches.
Up front is a Yamaha XJR1200 suspension fork; the handlebar stem, triple clamps and handlebar risers are custom.
 In the rear, two new shocks are attached to a custom swingarm – a part Maxime’s boss requested to demonstrate the capabilities of Hurco’s machine tools. The swingarm was made in collaboration with CAD/CAM company Mastercam and is custom-made for this bike. It features small details like a brake caliper support bracket and supports for a paddock stand.
In the rear, two new shocks are attached to a custom swingarm – a part Maxime’s boss requested to demonstrate the capabilities of Hurco’s machine tools. The swingarm was made in collaboration with CAD/CAM company Mastercam and is custom-made for this bike. It features small details like a brake caliper support bracket and supports for a paddock stand.
Custom bike in Hurco colors
It’s a nifty piece to admire up close; but that’s just as true of the other custom details on this Yamaha.
From the engine covers to the massive footpegs to the kickstart lever and pedal, Maxime really went all out without overdoing it. An even closer look reveals other fine details, such as the logos engraved on the sides of the triple clamps.
Up top, there’s an Airtech Streamling rear fairing that matches the original gas tank, a front race number plate, and speedway handlebars. For the paint, Maxime’s brother, a designer at Austrian design agency Kiska, helped out with over thirty designs – all in Hurco’s corporate colors.
Everything is now painted in black and gray, with two shades of blue as accents (one for the paint and one for the anodizing). Another friend, Jerome, took care of the decals; they are a thank you to all the partner companies that contributed to the project.
Not only does the SR look damn good, but by all accounts it offers a lot of fun to ride. Soon, Maxime wants to take the bike out for some wild drifts on a speedway track … but until then, his main task is to set the scene for Hurco’s next trade show booth.


Zachary Lovelace
Picture: ©Yann Deret
Article from www.bikeexif.com
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Higher cutting speed with lower load
Compared to conventional milling methods, trochoidal milling enables higher cutting speeds and deeper cuts while reducing the load on the tool and machine. Supported by the computing power of the modern CNC machining center, this concept enables manufacturers to perform complex milling operations with more speed and less effort. Trochoidal milling is a standard option in Hurco’s WinMax control, with each data set accessible with just one click.

Pliening, Germany, April 2021: In trochoidal or wave milling, the traverse movement of the tool ─ unlike conventional milling ─ is not linear, but runs along a spiral path. The milling tool penetrates the workpiece until it is completely immersed and the cutting process takes place over the entire length of the tool. A special trochoidal milling cutter is used for this purpose, the diameter of which is smaller than the groove or contour to be machined. Through a combination of feed and rotary motion, the grooving angle can be kept constantly below 90 degrees. This reduces stresses on the tool and machine and enables higher milling speeds and shorter machining times.
Tool life extended
“With the trochoidal process, tool life can be extended by up to a factor of ten, and machining times are reduced by 30 to 40 percent,” reports Florian Kerkau, application engineer at Hurco. That’s why trochoidal milling is a standard option in Hurco’s WinMax control, where any data set can be called up with a click. The program sets the grooving point along with all other machining parameters. “Trochoidal milling is always the most economical solution when conventional milling requires multiple depth steps,” explains Kerkau. Trochoidal milling is the process of choice when it comes to milling grooves and slots. Here, the aim is to remove a lot of material in the shortest possible time ─ exactly the right thing for trochoidal milling, which has a clear advantage over conventional milling techniques thanks to its much greater machining depth.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Blog post
This month our focus is entirely on 5-axis machining of an engine block using AdaptiPath™. This is one of the advantages of the WinMax control.
Pliening, Germany, Dezember 2019:
Hello friends of metal cutting manufacturing,
my name is Sebastian Herr. I am the head of HURCO application technology.
In the following post, I’ll give you some supplementary information to our “Engine Block” video.

In the video we show the production of an engine block made of an aluminum alloy (AlCuMgPb) in a 5-axis machining we show the production of an engine block made of an aluminum alloy (AlCuMgPb) in a 5-axis machining. With this example, I would like to explain to you, among other things, the advantages of the AdaptiPath™ option of our WinMax CNC control.
AdaptiPath
AdaptiPath stands for Adaptive Trochoidal Milling. We use this option in particular for groove and pocket milling as well as for exposing contours, because it allows a lot of material to be removed in a short time. Unlike the conventional milling pattern, the tool in adaptive trochoidal milling advances

in a circular movement. Ideally, cutting takes place along the entire length of the cutter and the cutter is fully immersed in the workpiece.
In addition, with adaptive trochoidal milling, the feed rate does not follow a fixed programmed value. Instead, it is continuously adapted to the current milling path, which is continuously adapted to the contour of the component by the WinMax control. Depending on the specified chip center thickness, the software recalculates the pressure angle at every moment. AdaptiPath™ thus enables efficient high-speed machining with constant load on tool and machine. The advantages compared to conventional machining are obvious: shorter machining times due to the highest metal removal rate, more process reliability due to less wear on the tool and machine, and ultimately lower costs per component.
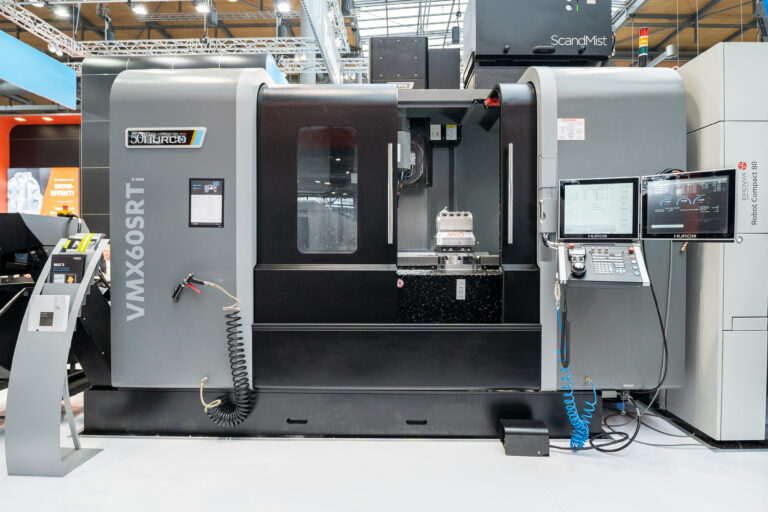
Solid Model Import Option
 The complete program for the engine block was programmed on the machine – our 5-axis CNC machining center HURCO VMX 60 SRTi with rotary table configuration. For this we used the Solid Model Import option of WinMax. With this option it is possible to read STEP files directly into the control. This shortens the programming effort considerably. You can select the entire product or only contours, pockets and other details on the solid model and then only have to define the technology data. In addition, the Solid Model Import option supports you in error checking: The machining simulation of the written program and the solid model are shown together in one view on the HURCO monitor. In this way, you can immediately see whether your programming fits the desired component. STEP stands for “standard for the exchange of product model data”. It is an international standard for the exchange of geometry and model data between different computer-aided software systems.
The complete program for the engine block was programmed on the machine – our 5-axis CNC machining center HURCO VMX 60 SRTi with rotary table configuration. For this we used the Solid Model Import option of WinMax. With this option it is possible to read STEP files directly into the control. This shortens the programming effort considerably. You can select the entire product or only contours, pockets and other details on the solid model and then only have to define the technology data. In addition, the Solid Model Import option supports you in error checking: The machining simulation of the written program and the solid model are shown together in one view on the HURCO monitor. In this way, you can immediately see whether your programming fits the desired component. STEP stands for “standard for the exchange of product model data”. It is an international standard for the exchange of geometry and model data between different computer-aided software systems.
Automated pallet loading
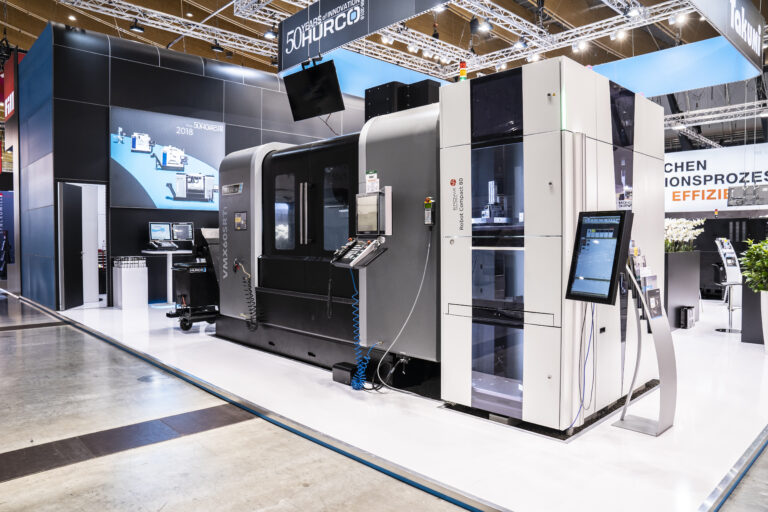
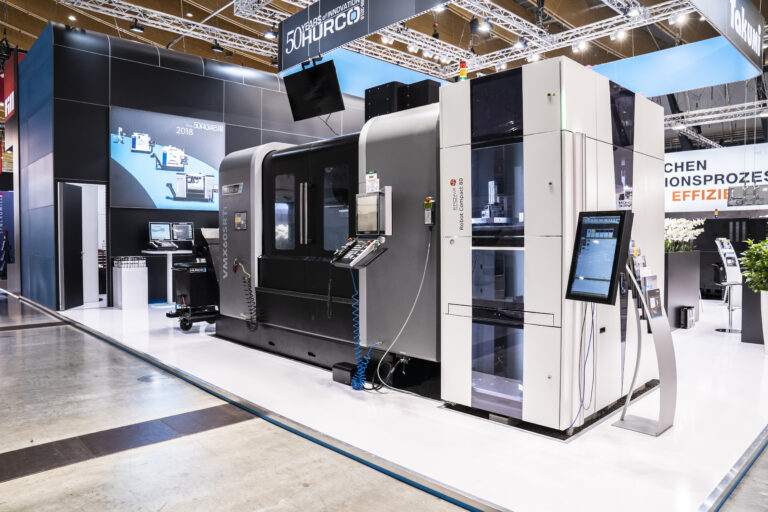
 The automatic loading and unloading of the HURCO VMX 60 SRTi was carried out by the EROWA Robot Compact 80 pallet automation system from our Swiss cooperation partner EROWA. Here, the software of the ERC80 takes over and processes the production orders on the HURCO processing portal. However, it also works the other way around, namely that the external loading systems are directed via the WinMax control system. The former runs via the DNC interface. The EROWA Robot Compact 80 can thus operate up to two CNC machining centers that are docked to the right and left of the loading system.
The automatic loading and unloading of the HURCO VMX 60 SRTi was carried out by the EROWA Robot Compact 80 pallet automation system from our Swiss cooperation partner EROWA. Here, the software of the ERC80 takes over and processes the production orders on the HURCO processing portal. However, it also works the other way around, namely that the external loading systems are directed via the WinMax control system. The former runs via the DNC interface. The EROWA Robot Compact 80 can thus operate up to two CNC machining centers that are docked to the right and left of the loading system.
Now I’ll say something about the hardware used and the partners we worked with here: The tools you see are from WNT. The company, which is based in Germany, specializes in precision tools for the machining industry and has an international presence. For the tool holder, we used powRgrip from RegoFix. The Swiss company offers quality tool holders integrated into a coordinated overall system. Not to be seen is the modular zero-point clamping system Zero-Point K 02 from AMF. It is hidden in a specially adapted clamping interface on the pallet and helps to clamp the blank quickly and precisely.
Partner
Automation: EROWA
Tools: WNT
Tool holder: Rego Fix
Clamping system: AMF
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Automation at the EMO in Hanover
The topic of Industry 4.0 is currently dominating the manufacturing sector like no other. However, medium-sized companies and contract manufacturers should not be intimidated by the associated challenges now. Even individual digitization and automation measures already ensure greater efficiency in production. Thus, the path leads step by step to the implementation of unmanned manufacturing processes, data management or remote maintenance. On the machine tool side, a simple CNC control, an international interface standard and a Windows-based operating system facilitate the necessary conversions.
Pliening, Germany, Oktober 2019: We can distinguish three stages on the way to automation: The first stage is the cobot as the operator’s “third arm”. It is always used when simple processes that can be programmed in a short time are to run parallel to the operator’s work. Examples of automated assistance, HURCO showed for example at the EMO in Hanover in different variants. These include the “ProFeeder” loading cobot. It translates the movement performed manually with the robot arm into a program and then executes it independently.


Automated pallet handling
In the second stage, data on the workpieces to be handled is transferred from the machining center directly to the robot via I/O interface, thus extending machine run times into a second or third shift without the need for an operator to be standing directly at the machine. This is made possible by pre-equipping a pallet or part loading system. For example, for automated pallet handling on the VMX 60 SRTi 5-axis machining center, HURCO’s WinMax control transmits predefined commands via an I/O
interface to the robot. The robot interprets the data based on its programming and inserts the pallet with the desired workpieces into the machine. This solution consists of a machine and automation. With HURCO machines, the “Joblist” option can then be used, for example, to bundle varying machining programs without additional programming effort and then execute them one after the other. The option automatically loads the data associated with each workpiece using a simple numerical assignment.
For contract manufacturers, the quality of so-called “robot teaching” is important. Without customer-specific knowledge of the parts and pallet handling, a robot is completely helpless. An efficient automation solution is only created by combining machine and teaching. If suppliers of automation solutions offer a comprehensive teaching concept for the machines or the operators in order to create future processes in the robot’s directory, this is a sign of quality.
A short instruction is sufficient
 The implementation variant with the WinMax control as master makes handling simple and user-friendly. In this way, we are geared to the needs of small and medium-sized manufacturing companies, because they have to master the transformation to Industry 4.0 with scarce personnel resources. In this way, competitive advantages can be developed simply and systematically, while at the same time making production fit for the future. The operator only needs to master the control system for this solution. Extensive training is not required, a short briefing is sufficient. Even with pallet handling, with this type of automation the operator only has to pay attention to the correct pallet numbers or part numbers.
The implementation variant with the WinMax control as master makes handling simple and user-friendly. In this way, we are geared to the needs of small and medium-sized manufacturing companies, because they have to master the transformation to Industry 4.0 with scarce personnel resources. In this way, competitive advantages can be developed simply and systematically, while at the same time making production fit for the future. The operator only needs to master the control system for this solution. Extensive training is not required, a short briefing is sufficient. Even with pallet handling, with this type of automation the operator only has to pay attention to the correct pallet numbers or part numbers.
Process control system for complex production processes
Process control system for complex production processes
In the case of multiple automation, a comprehensive solution via the DNC interface is recommended. In this case, a higher-level process control system takes over control. As the master, the system coordinates all machines and robots integrated into the automated manufacturing process. It initiates programs and robotic
It initiates programs and robotic processes, monitors and documents the production sequence and informs operators or the customer according to their specifications. HURCO demonstrated this variant at EMO 2019 with the “Job Manager” from EROWA. Such solutions are a solid introduction to unmanned production. Process control systems also take over planning tasks, such as the sequence planning of production steps.
HURCO machining centers can be combined with almost all loading systems for machine tools to form individual automation solutions and production chains. A common constellation is as follows: A robot operates two CNC machining centers docked to the right and left of the loading system. Automated loading and unloading of the CNC machine enables capacity expansion in single-part and small-batch production without additional manpower for machine operation. The loading robot flexibly changes tools and grippers in this process.
Network and interface architecture
HURCO machining centers can be easily integrated into company networks via the Windows Embedded interface. The transport of machine and operating data is handled by the MT-Connect software interface. Network-supported DNC interfaces are used for communication between the machines. This network and interface architecture enables individual adaptations of the systems to customer requirements and the setup of integrated overall production systems as well as blockchain solutions between contract manufacturers and their clients. It is an optimal prerequisite for the fast and application-oriented implementation of automation solutions, data management or remote maintenance. In this way, we arrive at the third stage of automation: All manufacturing steps run here directly at the machine without an operator.
HURCO shows what such a process could already look like in a YouTube video: There, an operator controls a machining portal remotely via the voice assistant Alexa. In the current day-to-day production of most contract manufacturers, mobile assistants still play a subordinate role – if at all – but many use machine control to implement individual Industrie 4.0 processes in their production.
Data management with HURCO MT-Connect
HURCO machines can already be equipped with an operating data acquisition system at the factory. This allows the evaluation of all machine and operating data. Via the MT-Connect option and by means of an Extended Shop Floor Manager, customers can access their machines in real time. This works independently of the operating system and via any Internet browser from both smartphone and tablet. The Extended Shopfloor Manager provides a complete control architecture and can therefore also be used by HURCO service and application technicians for external maintenance.
Automation with HURCO on film: https://www.hurco.de/video/automatisierung-mit-hurco/
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
An expert commentary
This issue focuses on the technological advancement of 5-axis machining, machine controls and automation of manufacturing operations in the machining industry. What is driving these topics, what are the next steps and where are the opportunities for manufacturing companies to respond to the increasing demands of their customers?
Pliening, Germany, May 2019: The development trends in 5-axis machining, control and automation processes are influenced by practical constraints in Germany. Take 5-axis machining, for example: Designers today have CAD-D3 design tools at their disposal that enable almost any shape. Whereas in the past we were comparatively limited at the drawing board, today there are hardly any limits to creativity and the parts to be manufactured are often highly complex. Let’s take the well-known example of a lever for power transmission: In the past, a piece of flat steel was drilled with two holes and then placed in the right position. Today, this lever has a significant design, is aerodynamic as well as flow-, power- and weight-optimized. Contract manufacturers can hardly avoid 5-sided machining or even simultaneous machining of free-form surfaces. An increasing number of components can no longer be produced in any other way in the required quality and under the existing cost pressure. If you are constantly producing components that require more than 3 setups, you should make a future-oriented decision to invest in a 5-axis machine, because each clamping operation is detrimental to precision, time and costs.
Easy-to-operate control system
The topic of control follows the state of the art. We have not yet reached the point with Industry 4.0 where we can access a black box called “Manufacturing” for an order, which, fed with all the data, automatically runs the manufacturing process so that we only have to remove the finished component. The control still has a significant influence on the efficiency of the production process. The more complex the tasks, the more the control system should support the operator and facilitate the work on the machine. The shortage of skilled workers also plays a role here, making it necessary for manufacturing companies to survive on the market even with less skilled workers. A control system that can be learned quickly and is easy to operate creates advantages here.
From a practical point of view, automation also meets the requirements of the manufacturing industry. Shortages of skilled workers and deadline pressure promote the integration of autonomous processes. At the same time, this sustainably reduces operating errors. The example of the automotive industry is a good illustration of this. For large companies, errors and delays in production are simply too expensive. The small manufacturer is additionally squeezed by the labor shortage. The possibility of having a machine, which is available anyway, work in a second or third shift using loading robots is very lucrative for both. If we look around the Netherlands, digitization and automation are increasingly an integral part of production there.
Control and automation
Overall, technological advancements in 5-axis machining, control and automation present an opportunity for manufacturing companies to respond to the increasing demands of their customers. As an application engineer for a machine tool manufacturer, I am therefore increasingly tasked with providing process-comprehensive advice. In doing so, it is important to take into account the expertise on the customer side, what is technically feasible and developments on the market. At HURCO, we see a benefit in understanding technological progress as an opportunity in partnership with our customers and will also demonstrate this at the coming trade fairs.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Capacity expansion through automated loading
Collaboration between machine tool manufacturer HURCO and suppliers of automated loading systems has resulted in higher productivity and greater returns. Automated loading enables capacity expansion in individual piece and small series production without a need for additional personnel to operate the machines. Loading robots can also be deployed in unmanned shifts or on weekends.
 Pliening, Germany, March 2019: With automation solutions, HURCO offers medium-sized manufacturing companies in particular the chance to successfully counter the growing shortage of skilled workers. If work such as loading and unloading CNC machines is taken over by a robot, skilled workers can be deployed for more demanding tasks. This leads to a reduction in unit costs and more efficient use of personnel. “We cooperate with various suppliers of automated loading systems,” reports Michael Auer, Managing Director of HURCO Germany.
Pliening, Germany, March 2019: With automation solutions, HURCO offers medium-sized manufacturing companies in particular the chance to successfully counter the growing shortage of skilled workers. If work such as loading and unloading CNC machines is taken over by a robot, skilled workers can be deployed for more demanding tasks. This leads to a reduction in unit costs and more efficient use of personnel. “We cooperate with various suppliers of automated loading systems,” reports Michael Auer, Managing Director of HURCO Germany.
Combination with different loading systems possible
 “This enables us to meet different process requirements and provide our customers with a sustainable way to increase productivity while maintaining production quality.” In practice, this means that HURCO informs customers about suitable automation solutions on the market, such as EROWA, BMO Automation or ZeroClamp, and supports them in their implementation. This can go as far as integrating the machine tool into an existing process control system via the DNC interface. Its software thus takes over the organizational tasks and processes production orders on the connected machining centers in accordance with the program.
“This enables us to meet different process requirements and provide our customers with a sustainable way to increase productivity while maintaining production quality.” In practice, this means that HURCO informs customers about suitable automation solutions on the market, such as EROWA, BMO Automation or ZeroClamp, and supports them in their implementation. This can go as far as integrating the machine tool into an existing process control system via the DNC interface. Its software thus takes over the organizational tasks and processes production orders on the connected machining centers in accordance with the program.
Second or third shift without personnel
In the practical application example, an EROWA Robot Compact 80 or the Titanium robot from BMO each operates two CNC machining centers docked to the right and left of the loading system. The parts to be machined are provided on trays in the robot cell. The robotic arm integrated into the cell positions each of them individually in the HURCO machining center and removes them after completion to place them back into trays in the cell. The new Zerobot® loading robot from ZeroClamp also flexibly changes tools and grippers during the course of a manufacturing process.
 “All that remains for the operator is to program the machine tool and load the racks in the cell,” explains Auer. Like many contract manufacturers, Peter Lemke, managing director of MAL Metall- und Anlagenbau Lemke GmbH, sees the automation of individual manufacturing steps as the only way to meet the good demand for orders despite a lack of personnel. “We have been desperately seeking machining mechanics for quite some time,” he says, describing the situation. “The integration of a loading robot with pallet station allows us to run a second or third shift without personnel.”
“All that remains for the operator is to program the machine tool and load the racks in the cell,” explains Auer. Like many contract manufacturers, Peter Lemke, managing director of MAL Metall- und Anlagenbau Lemke GmbH, sees the automation of individual manufacturing steps as the only way to meet the good demand for orders despite a lack of personnel. “We have been desperately seeking machining mechanics for quite some time,” he says, describing the situation. “The integration of a loading robot with pallet station allows us to run a second or third shift without personnel.”
Contact:
 HURCO Werkzeugmaschinen GmbH
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Solid Model Import and Max5-control
When optimizing machining operations, HURCO supports the operator safely and reliably.
 Pliening, Germany, November 2018: The easy-to-operate Max 5 control system and the solid model import option from HURCO make 5-axis milling easier for operators. Overall, HURCO offers a service package that helps operators quickly attain production optimization in 5-axis milling, even if they are beginners. “Operators who want to produce highly complex components on a regular basis should not shy away from investing in a 5-axis machine,” recommends Sebastian Herr, Head of Application Engineering at HURCO. “If I have to constantly re-clamp workpieces 4 or 5 times on a 3-axis machine, then it makes sense to use the 5-axis machine from the outset.”
Pliening, Germany, November 2018: The easy-to-operate Max 5 control system and the solid model import option from HURCO make 5-axis milling easier for operators. Overall, HURCO offers a service package that helps operators quickly attain production optimization in 5-axis milling, even if they are beginners. “Operators who want to produce highly complex components on a regular basis should not shy away from investing in a 5-axis machine,” recommends Sebastian Herr, Head of Application Engineering at HURCO. “If I have to constantly re-clamp workpieces 4 or 5 times on a 3-axis machine, then it makes sense to use the 5-axis machine from the outset.”

The HURCO VC 500i machining center is a good entry-level model for 5-side machining in single part and small series production. Thanks to easy and fast programming and the traveling column concept, the 5-axis traveling column machine with rotary/swivel table is ideal for a wide range of applications, from contract production to mechanical engineering. As is the case with the 3-axis machine, machining is linear, but is performed simultaneously on several sides. As a result, employees can switch over from 3-axis to 5-axis machining with little additional training.
HURCO 3-axis machines can be upgraded without any issues.
 Each HURCO machine is equipped with software that permits 5-axis machining. “If Production occasionally requires more complex parts with more than two or three clamping processes, the most efficient choice is to upgrade an existing 3-axis machine,” says Sebastian Herr. A hardware upgrade itself only requires a day, plus one additional day to train employees. However, the machine delivered with 3-axis configuration is not equipped with the corresponding guides and glass scales and, therefore, does not operate quite as accurately. “I can always achieve higher precision when working on a component using a 5-axis machine,” adds the Head of HURCO Application Engineering.
Each HURCO machine is equipped with software that permits 5-axis machining. “If Production occasionally requires more complex parts with more than two or three clamping processes, the most efficient choice is to upgrade an existing 3-axis machine,” says Sebastian Herr. A hardware upgrade itself only requires a day, plus one additional day to train employees. However, the machine delivered with 3-axis configuration is not equipped with the corresponding guides and glass scales and, therefore, does not operate quite as accurately. “I can always achieve higher precision when working on a component using a 5-axis machine,” adds the Head of HURCO Application Engineering.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
D – 85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
The built-in swivel head-/rotary table configuration increases flexibility.
Machining centers in the SRTi series from mechanical engineers HURCO have been developed specifically for handling heavy precision parts where complex contours need to be machined despite their heavy weight and above-average size.
 Pliening, Germany, September 2018: At the AMB trade fair, for instance, HURCO used the VMX 60 SRTi to exemplify how large travel ranges combined with a swivel-head rotary table configuration effectively extends the production spectrum. This configuration enables horizontal machining and optimal chip control. As the C-axis, the permanently integrated rotary table supports unrestricted angle movement. This is an aspect that shortens machining times and has a positive effect on the cost-effectiveness offered by the machine – as Michael Auer, Managing Director for HURCO GmbH, explains: “If the machine is to circle the workpiece to mill the surface of a cylinder, then the table performs a continuous rotational movement.”
Pliening, Germany, September 2018: At the AMB trade fair, for instance, HURCO used the VMX 60 SRTi to exemplify how large travel ranges combined with a swivel-head rotary table configuration effectively extends the production spectrum. This configuration enables horizontal machining and optimal chip control. As the C-axis, the permanently integrated rotary table supports unrestricted angle movement. This is an aspect that shortens machining times and has a positive effect on the cost-effectiveness offered by the machine – as Michael Auer, Managing Director for HURCO GmbH, explains: “If the machine is to circle the workpiece to mill the surface of a cylinder, then the table performs a continuous rotational movement.”
Only one clamping process
All C-axis rotary tables in the SRTi series are capable of unlimited continuous movement. The B-axis swivel head also provides access to the workpiece on a swiveled machining plane. This is an advantage when machining complex contours, such as impellers or turbines, according to Michael Auer: “Clamping processes cost time. For these frequently requested machining combinations, the time savings from having just one single clamping process, without sacrificing accuracy, is an important competitive advantage in contract manufacturing.”
Productivity increases thanks to loading systems.
 The opportunity of loading without human intervention by means of automated systems also increases the efficiency of HURCO machines. “We collaborate with providers of various automatic loading systems”, explains Michael Auer. “This means we can exactly match a wide variety of customer requirements to achieve a sustainable method for increasing productivity.” The result in practice: HURCO coordinates with customers to develop a matching solution consisting of the machining center and a loading robot from one of its partners. This can extend to integration of a machine tool into an existing, digital production system.
The opportunity of loading without human intervention by means of automated systems also increases the efficiency of HURCO machines. “We collaborate with providers of various automatic loading systems”, explains Michael Auer. “This means we can exactly match a wide variety of customer requirements to achieve a sustainable method for increasing productivity.” The result in practice: HURCO coordinates with customers to develop a matching solution consisting of the machining center and a loading robot from one of its partners. This can extend to integration of a machine tool into an existing, digital production system.
The objective of automated loading systems is sustainable capacity expansion, with the proviso that additional personnel are not required for machine operation. HURCO will demonstrate a current, comprehensive integration example at the AMB. This consists of combining the HURCO VMX 60 SRTi and an EROWA Robot Compact 80.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de