Blog post
This month our focus is entirely on 5-axis machining of an engine block using AdaptiPath™. This is one of the advantages of the WinMax control.
Pliening, Germany, Dezember 2019:
Hello friends of metal cutting manufacturing,
my name is Sebastian Herr. I am the head of HURCO application technology.

In the following post, I’ll give you some supplementary information to our “Engine Block” video.

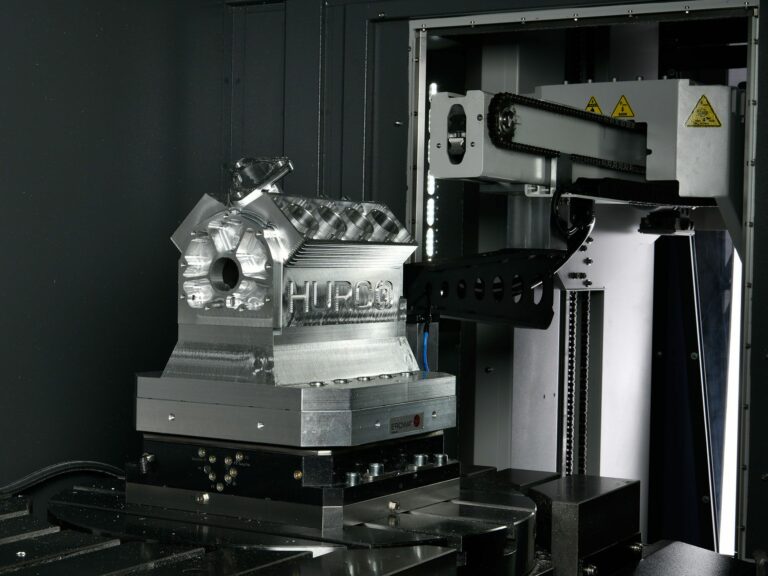
In the video we show the production of an engine block made of an aluminum alloy (AlCuMgPb) in a 5-axis machining we show the production of an engine block made of an aluminum alloy (AlCuMgPb) in a 5-axis machining. With this example, I would like to explain to you, among other things, the advantages of the AdaptiPath™ option of our WinMax CNC control.
AdaptiPath
AdaptiPath stands for Adaptive Trochoidal Milling. We use this option in particular for groove and pocket milling as well as for exposing contours, because it allows a lot of material to be removed in a short time. Unlike the conventional milling pattern, the tool in adaptive trochoidal milling advances

in a circular movement. Ideally, cutting takes place along the entire length of the cutter and the cutter is fully immersed in the workpiece.
In addition, with adaptive trochoidal milling, the feed rate does not follow a fixed programmed value. Instead, it is continuously adapted to the current milling path, which is continuously adapted to the contour of the component by the WinMax control. Depending on the specified chip center thickness, the software recalculates the pressure angle at every moment. AdaptiPath™ thus enables efficient high-speed machining with constant load on tool and machine. The advantages compared to conventional machining are obvious: shorter machining times due to the highest metal removal rate, more process reliability due to less wear on the tool and machine, and ultimately lower costs per component.
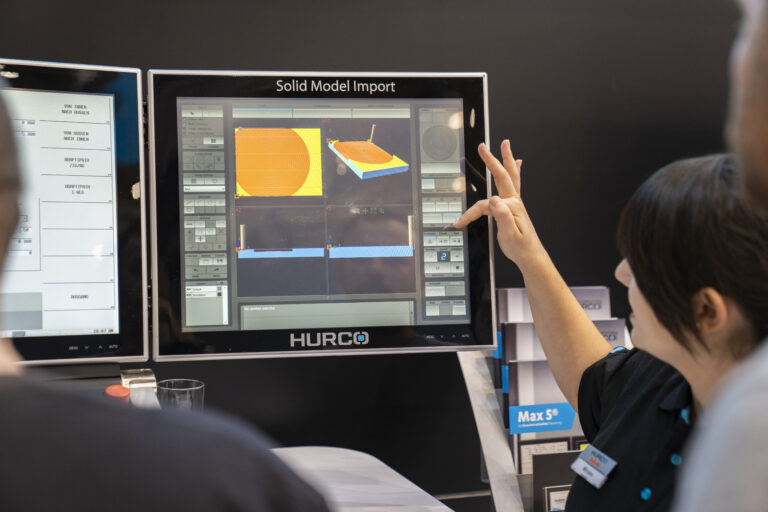
Solid Model Import Option
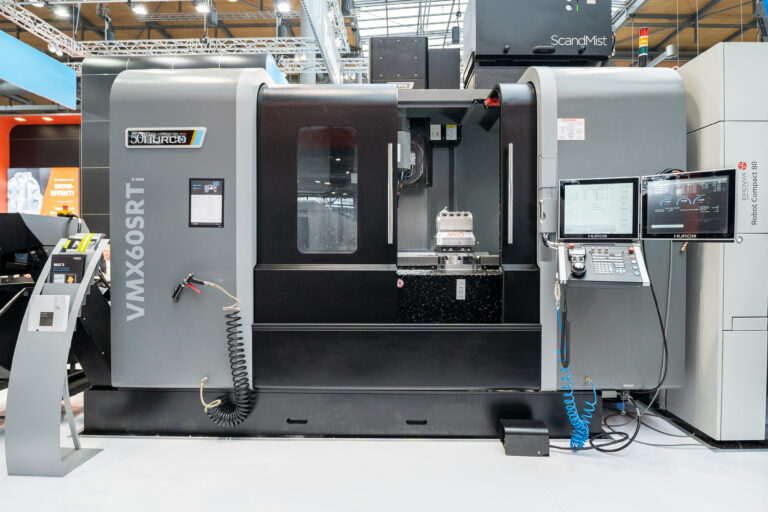
 The complete program for the engine block was programmed on the machine – our 5-axis CNC machining center HURCO VMX 60 SRTi with rotary table configuration. For this we used the Solid Model Import option of WinMax. With this option it is possible to read STEP files directly into the control. This shortens the programming effort considerably. You can select the entire product or only contours, pockets and other details on the solid model and then only have to define the technology data. In addition, the Solid Model Import option supports you in error checking: The machining simulation of the written program and the solid model are shown together in one view on the HURCO monitor. In this way, you can immediately see whether your programming fits the desired component. STEP stands for “standard for the exchange of product model data”. It is an international standard for the exchange of geometry and model data between different computer-aided software systems.
The complete program for the engine block was programmed on the machine – our 5-axis CNC machining center HURCO VMX 60 SRTi with rotary table configuration. For this we used the Solid Model Import option of WinMax. With this option it is possible to read STEP files directly into the control. This shortens the programming effort considerably. You can select the entire product or only contours, pockets and other details on the solid model and then only have to define the technology data. In addition, the Solid Model Import option supports you in error checking: The machining simulation of the written program and the solid model are shown together in one view on the HURCO monitor. In this way, you can immediately see whether your programming fits the desired component. STEP stands for “standard for the exchange of product model data”. It is an international standard for the exchange of geometry and model data between different computer-aided software systems.
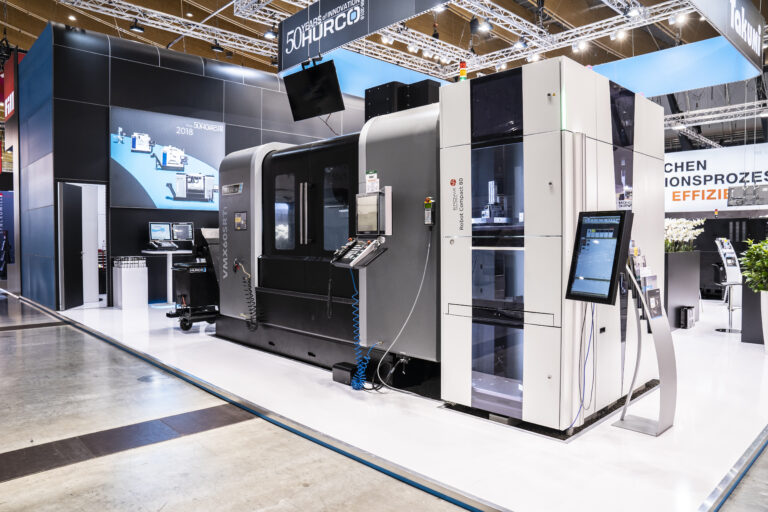
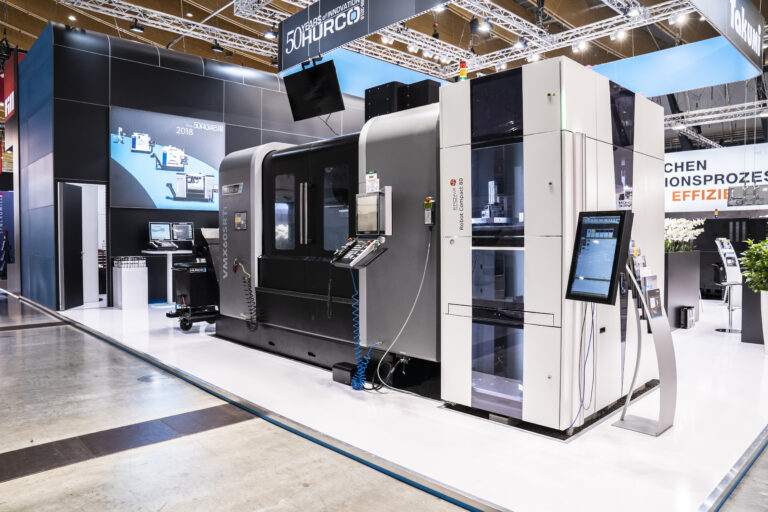
Automated pallet loading
 The automatic loading and unloading of the HURCO VMX 60 SRTi was carried out by the EROWA Robot Compact 80 pallet automation system from our Swiss cooperation partner EROWA. Here, the software of the ERC80 takes over and processes the production orders on the HURCO processing portal. However, it also works the other way around, namely that the external loading systems are directed via the WinMax control system. The former runs via the DNC interface. The EROWA Robot Compact 80 can thus operate up to two CNC machining centers that are docked to the right and left of the loading system.
The automatic loading and unloading of the HURCO VMX 60 SRTi was carried out by the EROWA Robot Compact 80 pallet automation system from our Swiss cooperation partner EROWA. Here, the software of the ERC80 takes over and processes the production orders on the HURCO processing portal. However, it also works the other way around, namely that the external loading systems are directed via the WinMax control system. The former runs via the DNC interface. The EROWA Robot Compact 80 can thus operate up to two CNC machining centers that are docked to the right and left of the loading system.
Now I’ll say something about the hardware used and the partners we worked with here: The tools you see are from WNT. The company, which is based in Germany, specializes in precision tools for the machining industry and has an international presence. For the tool holder, we used powRgrip from RegoFix. The Swiss company offers quality tool holders integrated into a coordinated overall system. Not to be seen is the modular zero-point clamping system Zero-Point K 02 from AMF. It is hidden in a specially adapted clamping interface on the pallet and helps to clamp the blank quickly and precisely.
Partner
Automation: EROWA
Tools: WNT
Tool holder: Rego Fix
Clamping system: AMF
 Contact:
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Automation at the EMO in Hanover
The topic of Industry 4.0 is currently dominating the manufacturing sector like no other. However, medium-sized companies and contract manufacturers should not be intimidated by the associated challenges now. Even individual digitization and automation measures already ensure greater efficiency in production. Thus, the path leads step by step to the implementation of unmanned manufacturing processes, data management or remote maintenance. On the machine tool side, a simple CNC control, an international interface standard and a Windows-based operating system facilitate the necessary conversions.
Pliening, Germany, Oktober 2019: We can distinguish three stages on the way to automation: The first stage is the cobot as the operator’s “third arm”. It is always used when simple processes that can be programmed in a short time are to run parallel to the operator’s work. Examples of automated assistance, HURCO showed for example at the EMO in Hanover in different variants. These include the “ProFeeder” loading cobot. It translates the movement performed manually with the robot arm into a program and then executes it independently.


Automated pallet handling
In the second stage, data on the workpieces to be handled is transferred from the machining center directly to the robot via I/O interface, thus extending machine run times into a second or third shift without the need for an operator to be standing directly at the machine. This is made possible by pre-equipping a pallet or part loading system. For example, for automated pallet handling on the VMX 60 SRTi 5-axis machining center, HURCO’s WinMax control transmits predefined commands via an I/O
interface to the robot. The robot interprets the data based on its programming and inserts the pallet with the desired workpieces into the machine. This solution consists of a machine and automation. With HURCO machines, the “Joblist” option can then be used, for example, to bundle varying machining programs without additional programming effort and then execute them one after the other. The option automatically loads the data associated with each workpiece using a simple numerical assignment.
For contract manufacturers, the quality of so-called “robot teaching” is important. Without customer-specific knowledge of the parts and pallet handling, a robot is completely helpless. An efficient automation solution is only created by combining machine and teaching. If suppliers of automation solutions offer a comprehensive teaching concept for the machines or the operators in order to create future processes in the robot’s directory, this is a sign of quality.
A short instruction is sufficient
 The implementation variant with the WinMax control as master makes handling simple and user-friendly. In this way, we are geared to the needs of small and medium-sized manufacturing companies, because they have to master the transformation to Industry 4.0 with scarce personnel resources. In this way, competitive advantages can be developed simply and systematically, while at the same time making production fit for the future. The operator only needs to master the control system for this solution. Extensive training is not required, a short briefing is sufficient. Even with pallet handling, with this type of automation the operator only has to pay attention to the correct pallet numbers or part numbers.
The implementation variant with the WinMax control as master makes handling simple and user-friendly. In this way, we are geared to the needs of small and medium-sized manufacturing companies, because they have to master the transformation to Industry 4.0 with scarce personnel resources. In this way, competitive advantages can be developed simply and systematically, while at the same time making production fit for the future. The operator only needs to master the control system for this solution. Extensive training is not required, a short briefing is sufficient. Even with pallet handling, with this type of automation the operator only has to pay attention to the correct pallet numbers or part numbers.
Process control system for complex production processes
Process control system for complex production processes
In the case of multiple automation, a comprehensive solution via the DNC interface is recommended. In this case, a higher-level process control system takes over control. As the master, the system coordinates all machines and robots integrated into the automated manufacturing process. It initiates programs and robotic
It initiates programs and robotic processes, monitors and documents the production sequence and informs operators or the customer according to their specifications. HURCO demonstrated this variant at EMO 2019 with the “Job Manager” from EROWA. Such solutions are a solid introduction to unmanned production. Process control systems also take over planning tasks, such as the sequence planning of production steps.
HURCO machining centers can be combined with almost all loading systems for machine tools to form individual automation solutions and production chains. A common constellation is as follows: A robot operates two CNC machining centers docked to the right and left of the loading system. Automated loading and unloading of the CNC machine enables capacity expansion in single-part and small-batch production without additional manpower for machine operation. The loading robot flexibly changes tools and grippers in this process.
Network and interface architecture
HURCO machining centers can be easily integrated into company networks via the Windows Embedded interface. The transport of machine and operating data is handled by the MT-Connect software interface. Network-supported DNC interfaces are used for communication between the machines. This network and interface architecture enables individual adaptations of the systems to customer requirements and the setup of integrated overall production systems as well as blockchain solutions between contract manufacturers and their clients. It is an optimal prerequisite for the fast and application-oriented implementation of automation solutions, data management or remote maintenance. In this way, we arrive at the third stage of automation: All manufacturing steps run here directly at the machine without an operator.
HURCO shows what such a process could already look like in a YouTube video: There, an operator controls a machining portal remotely via the voice assistant Alexa. In the current day-to-day production of most contract manufacturers, mobile assistants still play a subordinate role – if at all – but many use machine control to implement individual Industrie 4.0 processes in their production.
Data management with HURCO MT-Connect
HURCO machines can already be equipped with an operating data acquisition system at the factory. This allows the evaluation of all machine and operating data. Via the MT-Connect option and by means of an Extended Shop Floor Manager, customers can access their machines in real time. This works independently of the operating system and via any Internet browser from both smartphone and tablet. The Extended Shopfloor Manager provides a complete control architecture and can therefore also be used by HURCO service and application technicians for external maintenance.
Automation with HURCO on film: https://www.hurco.de/video/automatisierung-mit-hurco/
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
An expert commentary
This issue focuses on the technological advancement of 5-axis machining, machine controls and automation of manufacturing operations in the machining industry. What is driving these topics, what are the next steps and where are the opportunities for manufacturing companies to respond to the increasing demands of their customers?
Pliening, Germany, May 2019: The development trends in 5-axis machining, control and automation processes are influenced by practical constraints in Germany. Take 5-axis machining, for example: Designers today have CAD-D3 design tools at their disposal that enable almost any shape. Whereas in the past we were comparatively limited at the drawing board, today there are hardly any limits to creativity and the parts to be manufactured are often highly complex. Let’s take the well-known example of a lever for power transmission: In the past, a piece of flat steel was drilled with two holes and then placed in the right position. Today, this lever has a significant design, is aerodynamic as well as flow-, power- and weight-optimized. Contract manufacturers can hardly avoid 5-sided machining or even simultaneous machining of free-form surfaces. An increasing number of components can no longer be produced in any other way in the required quality and under the existing cost pressure. If you are constantly producing components that require more than 3 setups, you should make a future-oriented decision to invest in a 5-axis machine, because each clamping operation is detrimental to precision, time and costs.
Easy-to-operate control system
The topic of control follows the state of the art. We have not yet reached the point with Industry 4.0 where we can access a black box called “Manufacturing” for an order, which, fed with all the data, automatically runs the manufacturing process so that we only have to remove the finished component. The control still has a significant influence on the efficiency of the production process. The more complex the tasks, the more the control system should support the operator and facilitate the work on the machine. The shortage of skilled workers also plays a role here, making it necessary for manufacturing companies to survive on the market even with less skilled workers. A control system that can be learned quickly and is easy to operate creates advantages here.
From a practical point of view, automation also meets the requirements of the manufacturing industry. Shortages of skilled workers and deadline pressure promote the integration of autonomous processes. At the same time, this sustainably reduces operating errors. The example of the automotive industry is a good illustration of this. For large companies, errors and delays in production are simply too expensive. The small manufacturer is additionally squeezed by the labor shortage. The possibility of having a machine, which is available anyway, work in a second or third shift using loading robots is very lucrative for both. If we look around the Netherlands, digitization and automation are increasingly an integral part of production there.
Control and automation
Overall, technological advancements in 5-axis machining, control and automation present an opportunity for manufacturing companies to respond to the increasing demands of their customers. As an application engineer for a machine tool manufacturer, I am therefore increasingly tasked with providing process-comprehensive advice. In doing so, it is important to take into account the expertise on the customer side, what is technically feasible and developments on the market. At HURCO, we see a benefit in understanding technological progress as an opportunity in partnership with our customers and will also demonstrate this at the coming trade fairs.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Capacity expansion through automated loading
Collaboration between machine tool manufacturer HURCO and suppliers of automated loading systems has resulted in higher productivity and greater returns. Automated loading enables capacity expansion in individual piece and small series production without a need for additional personnel to operate the machines. Loading robots can also be deployed in unmanned shifts or on weekends.
 Pliening, Germany, March 2019: With automation solutions, HURCO offers medium-sized manufacturing companies in particular the chance to successfully counter the growing shortage of skilled workers. If work such as loading and unloading CNC machines is taken over by a robot, skilled workers can be deployed for more demanding tasks. This leads to a reduction in unit costs and more efficient use of personnel. “We cooperate with various suppliers of automated loading systems,” reports Michael Auer, Managing Director of HURCO Germany.
Pliening, Germany, March 2019: With automation solutions, HURCO offers medium-sized manufacturing companies in particular the chance to successfully counter the growing shortage of skilled workers. If work such as loading and unloading CNC machines is taken over by a robot, skilled workers can be deployed for more demanding tasks. This leads to a reduction in unit costs and more efficient use of personnel. “We cooperate with various suppliers of automated loading systems,” reports Michael Auer, Managing Director of HURCO Germany.
Combination with different loading systems possible
 “This enables us to meet different process requirements and provide our customers with a sustainable way to increase productivity while maintaining production quality.” In practice, this means that HURCO informs customers about suitable automation solutions on the market, such as EROWA, BMO Automation or ZeroClamp, and supports them in their implementation. This can go as far as integrating the machine tool into an existing process control system via the DNC interface. Its software thus takes over the organizational tasks and processes production orders on the connected machining centers in accordance with the program.
“This enables us to meet different process requirements and provide our customers with a sustainable way to increase productivity while maintaining production quality.” In practice, this means that HURCO informs customers about suitable automation solutions on the market, such as EROWA, BMO Automation or ZeroClamp, and supports them in their implementation. This can go as far as integrating the machine tool into an existing process control system via the DNC interface. Its software thus takes over the organizational tasks and processes production orders on the connected machining centers in accordance with the program.
Second or third shift without personnel
In the practical application example, an EROWA Robot Compact 80 or the Titanium robot from BMO each operates two CNC machining centers docked to the right and left of the loading system. The parts to be machined are provided on trays in the robot cell. The robotic arm integrated into the cell positions each of them individually in the HURCO machining center and removes them after completion to place them back into trays in the cell. The new Zerobot® loading robot from ZeroClamp also flexibly changes tools and grippers during the course of a manufacturing process.
 “All that remains for the operator is to program the machine tool and load the racks in the cell,” explains Auer. Like many contract manufacturers, Peter Lemke, managing director of MAL Metall- und Anlagenbau Lemke GmbH, sees the automation of individual manufacturing steps as the only way to meet the good demand for orders despite a lack of personnel. “We have been desperately seeking machining mechanics for quite some time,” he says, describing the situation. “The integration of a loading robot with pallet station allows us to run a second or third shift without personnel.”
“All that remains for the operator is to program the machine tool and load the racks in the cell,” explains Auer. Like many contract manufacturers, Peter Lemke, managing director of MAL Metall- und Anlagenbau Lemke GmbH, sees the automation of individual manufacturing steps as the only way to meet the good demand for orders despite a lack of personnel. “We have been desperately seeking machining mechanics for quite some time,” he says, describing the situation. “The integration of a loading robot with pallet station allows us to run a second or third shift without personnel.”
Contact:
 HURCO Werkzeugmaschinen GmbH
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Solid Model Import and Max5-control
When optimizing machining operations, HURCO supports the operator safely and reliably.
 Pliening, Germany, November 2018: The easy-to-operate Max 5 control system and the solid model import option from HURCO make 5-axis milling easier for operators. Overall, HURCO offers a service package that helps operators quickly attain production optimization in 5-axis milling, even if they are beginners. “Operators who want to produce highly complex components on a regular basis should not shy away from investing in a 5-axis machine,” recommends Sebastian Herr, Head of Application Engineering at HURCO. “If I have to constantly re-clamp workpieces 4 or 5 times on a 3-axis machine, then it makes sense to use the 5-axis machine from the outset.”
Pliening, Germany, November 2018: The easy-to-operate Max 5 control system and the solid model import option from HURCO make 5-axis milling easier for operators. Overall, HURCO offers a service package that helps operators quickly attain production optimization in 5-axis milling, even if they are beginners. “Operators who want to produce highly complex components on a regular basis should not shy away from investing in a 5-axis machine,” recommends Sebastian Herr, Head of Application Engineering at HURCO. “If I have to constantly re-clamp workpieces 4 or 5 times on a 3-axis machine, then it makes sense to use the 5-axis machine from the outset.”

The HURCO VC 500i machining center is a good entry-level model for 5-side machining in single part and small series production. Thanks to easy and fast programming and the traveling column concept, the 5-axis traveling column machine with rotary/swivel table is ideal for a wide range of applications, from contract production to mechanical engineering. As is the case with the 3-axis machine, machining is linear, but is performed simultaneously on several sides. As a result, employees can switch over from 3-axis to 5-axis machining with little additional training.
HURCO 3-axis machines can be upgraded without any issues.
 Each HURCO machine is equipped with software that permits 5-axis machining. “If Production occasionally requires more complex parts with more than two or three clamping processes, the most efficient choice is to upgrade an existing 3-axis machine,” says Sebastian Herr. A hardware upgrade itself only requires a day, plus one additional day to train employees. However, the machine delivered with 3-axis configuration is not equipped with the corresponding guides and glass scales and, therefore, does not operate quite as accurately. “I can always achieve higher precision when working on a component using a 5-axis machine,” adds the Head of HURCO Application Engineering.
Each HURCO machine is equipped with software that permits 5-axis machining. “If Production occasionally requires more complex parts with more than two or three clamping processes, the most efficient choice is to upgrade an existing 3-axis machine,” says Sebastian Herr. A hardware upgrade itself only requires a day, plus one additional day to train employees. However, the machine delivered with 3-axis configuration is not equipped with the corresponding guides and glass scales and, therefore, does not operate quite as accurately. “I can always achieve higher precision when working on a component using a 5-axis machine,” adds the Head of HURCO Application Engineering.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
D – 85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
The built-in swivel head-/rotary table configuration increases flexibility.
Machining centers in the SRTi series from mechanical engineers HURCO have been developed specifically for handling heavy precision parts where complex contours need to be machined despite their heavy weight and above-average size.
 Pliening, Germany, September 2018: At the AMB trade fair, for instance, HURCO used the VMX 60 SRTi to exemplify how large travel ranges combined with a swivel-head rotary table configuration effectively extends the production spectrum. This configuration enables horizontal machining and optimal chip control. As the C-axis, the permanently integrated rotary table supports unrestricted angle movement. This is an aspect that shortens machining times and has a positive effect on the cost-effectiveness offered by the machine – as Michael Auer, Managing Director for HURCO GmbH, explains: “If the machine is to circle the workpiece to mill the surface of a cylinder, then the table performs a continuous rotational movement.”
Pliening, Germany, September 2018: At the AMB trade fair, for instance, HURCO used the VMX 60 SRTi to exemplify how large travel ranges combined with a swivel-head rotary table configuration effectively extends the production spectrum. This configuration enables horizontal machining and optimal chip control. As the C-axis, the permanently integrated rotary table supports unrestricted angle movement. This is an aspect that shortens machining times and has a positive effect on the cost-effectiveness offered by the machine – as Michael Auer, Managing Director for HURCO GmbH, explains: “If the machine is to circle the workpiece to mill the surface of a cylinder, then the table performs a continuous rotational movement.”
Only one clamping process
All C-axis rotary tables in the SRTi series are capable of unlimited continuous movement. The B-axis swivel head also provides access to the workpiece on a swiveled machining plane. This is an advantage when machining complex contours, such as impellers or turbines, according to Michael Auer: “Clamping processes cost time. For these frequently requested machining combinations, the time savings from having just one single clamping process, without sacrificing accuracy, is an important competitive advantage in contract manufacturing.”
Productivity increases thanks to loading systems.
 The opportunity of loading without human intervention by means of automated systems also increases the efficiency of HURCO machines. “We collaborate with providers of various automatic loading systems”, explains Michael Auer. “This means we can exactly match a wide variety of customer requirements to achieve a sustainable method for increasing productivity.” The result in practice: HURCO coordinates with customers to develop a matching solution consisting of the machining center and a loading robot from one of its partners. This can extend to integration of a machine tool into an existing, digital production system.
The opportunity of loading without human intervention by means of automated systems also increases the efficiency of HURCO machines. “We collaborate with providers of various automatic loading systems”, explains Michael Auer. “This means we can exactly match a wide variety of customer requirements to achieve a sustainable method for increasing productivity.” The result in practice: HURCO coordinates with customers to develop a matching solution consisting of the machining center and a loading robot from one of its partners. This can extend to integration of a machine tool into an existing, digital production system.
The objective of automated loading systems is sustainable capacity expansion, with the proviso that additional personnel are not required for machine operation. HURCO will demonstrate a current, comprehensive integration example at the AMB. This consists of combining the HURCO VMX 60 SRTi and an EROWA Robot Compact 80.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Automated loading of HURCO machining centers
HURCO will be demonstrating how cooperation between a machine tool and a loading robot ensures greater efficiency in production at the EMO 2018. The use of the new Solid Model Import option will also be demonstrated at the trade fair stand, along with HURCO lathes and machining Centers.

Pliening, Germany, August 2018: HURCO and the specialist for process automation, EROWA, are unveiling a joint solution for the automated loading of machine tools. It integrates HURCO CNC machining centers into an EROWA production system via the DNC interface. Its software thus takes on the organizational tasks and processes production orders via the connected machining centers in accordance with the program. An EROWA Robot Compact 80 executes the automated workpiece changeover. The loading system is suitable for single or double machine operation, and harmonizes perfectly with the HURCO multi-axle machining centers.
Productivity increases thanks to loading systems
“We are in cooperation with various automatic loading system providers”, explains Michael Auer, Managing Director of HURCO Germany. “We can therefore satisfy differing customer requirements and open up a sustainable method for productivity increases for our customers.” The automated loading enables, for example, an increase in capacity in single-piece and small series production, without additional personnel costs for operating the machines. HURCO goes one step further in the collaboration with EROWA, because the Flexible Manufacturing Concept of the cooperation partner features a suitable framework for the integration of the HURCO machines into a digital complete system.
 The proven digital production system comprising EROWA and HURCO machines will be presented at the AMB 2018. One CNC machining center can be docked on each side of the streamline EROWA Robot Compact 80 respectively. The pieces to be machined are fed into the robot cell on trays. The robotic arm integrated into the cell positions these one at a time in the HURCO machining center and removes the workpieces after completion in order to deposit them back into trays in the cell. The cell is controlled by the EROWA JMS 4.0 ® pro process control system. “All that remains for the operator is the programming of the machine tool and the loading of the shelves in the cell,” explains Michael Auer.
The proven digital production system comprising EROWA and HURCO machines will be presented at the AMB 2018. One CNC machining center can be docked on each side of the streamline EROWA Robot Compact 80 respectively. The pieces to be machined are fed into the robot cell on trays. The robotic arm integrated into the cell positions these one at a time in the HURCO machining center and removes the workpieces after completion in order to deposit them back into trays in the cell. The cell is controlled by the EROWA JMS 4.0 ® pro process control system. “All that remains for the operator is the programming of the machine tool and the loading of the shelves in the cell,” explains Michael Auer.
Less programming outlay thanks to he Solid Model Import Option
 HURCO will be demonstrating just how easy programming with the Solid Model Import option at the AMB 2018 using several machine types as examples: 3D models that are available as STEP files can be imported directly with the new option. The import option interprets the data and enables production programming at the machine. This saves programming time and reduces the potential for errors during programming many times over.
HURCO will be demonstrating just how easy programming with the Solid Model Import option at the AMB 2018 using several machine types as examples: 3D models that are available as STEP files can be imported directly with the new option. The import option interprets the data and enables production programming at the machine. This saves programming time and reduces the potential for errors during programming many times over.
Reliable turning centers with an extended service life
 Using the robust TM8Mi lathe as an example, HURCO will be presenting its range of multi-axle turning centers for the turning and complete machining of medium-size workpieces at the AMB 2018. With these machines, programming for the operator is also fast and reliable. DXF drawings can be imported easily, and dialog and NC programming can be merged together individually. Driven tools can also be fitted to each revolver tool station, which simplifies the machine setup process.
Using the robust TM8Mi lathe as an example, HURCO will be presenting its range of multi-axle turning centers for the turning and complete machining of medium-size workpieces at the AMB 2018. With these machines, programming for the operator is also fast and reliable. DXF drawings can be imported easily, and dialog and NC programming can be merged together individually. Driven tools can also be fitted to each revolver tool station, which simplifies the machine setup process.
Perfect surfaces with Takumi machining Centers
![]() HURCO will also be providing information in the H series from Takumi at the trade fair stand. These portal machines are fast, work with exceptional precision and are therefore particularly suited for tool-making and mold-making. Absolute direct measuring systems, direct drives on all axes and electronic temperature compensation come as standard. The machines are equipped with a Heidenhain control system that enables dialog, parallel and free contour programming, as well as ISO-NC programming.
HURCO will also be providing information in the H series from Takumi at the trade fair stand. These portal machines are fast, work with exceptional precision and are therefore particularly suited for tool-making and mold-making. Absolute direct measuring systems, direct drives on all axes and electronic temperature compensation come as standard. The machines are equipped with a Heidenhain control system that enables dialog, parallel and free contour programming, as well as ISO-NC programming.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
The fastest route to finished workpieces – Never accept the status quo
Short processing times and outstanding precision in all machining steps are distinguishing features shared by all HURCO machining centers. With an innovative computer-based control unit, Hurco’s story of success began in 1968 in the American state of Indiana.
 Pliening, Germany, June 2018: When working in sales for the plant manufacturer Humston Companies, Gerald Roch learned that manual setup and production control meant that work was not really economically viable for one-off part and small series manufacturers in metalworking. The engineer thus came up with the idea of equipping metal bending machines with an automated control system. This may sound like a matter of course for us today, but the concept was completely new at that time. In their early years, computers were only found in public institutions and were very large and expensive.
Pliening, Germany, June 2018: When working in sales for the plant manufacturer Humston Companies, Gerald Roch learned that manual setup and production control meant that work was not really economically viable for one-off part and small series manufacturers in metalworking. The engineer thus came up with the idea of equipping metal bending machines with an automated control system. This may sound like a matter of course for us today, but the concept was completely new at that time. In their early years, computers were only found in public institutions and were very large and expensive.
However, Roch and his business partner Edward Humston believed in this vision, and this prompted them to found HURCO Companies Inc. in 1968
HU forHumston,
R for Roch and
CO for Company.
The world’s first automated control for metal bending machines was called “Autobend”. HURCO had already begun selling the control unit by 1969, with the required starting capital being provided by 21 private shareholders. However, it would be 10 years later before the innovative component finally had its commercial breakthrough.
Roch worked continually on improving Autobend. With the CNC 2-axis control, the desired bending angle and length of the tool could now be stipulated in the programming. Autobend also received innovative installation assistance, which enabled users to install the program themselves. The operators at the machines thus regained control over the production process.
HURCO a technological leader for 50 years
This basic idea of Gerald Roch was consistently pursued by HURCO: enhancing the profitability of workshop production – particularly in one-off part and small series production – by reducing setup and programming times. By 1974, the technology leader had already launched the first CNC-controlled milling machine on the market, an innovation that would go on to become the heart of the company’s portfolio. Two years later, in 1976, HURCO presented the first version of dialog programming. This “conversational programming” was regarded as a major step towards further technology development. 1979 saw more than 30 percent of the company’s revenues being generated outside the US. For the production of control elements, more and more of HURCO’s own machines were being used.
HURCO presented the first CNC 3-axis machine in 1986 and its first 5-axis gantry-type machining centre in 2003. Company acquisitions and collaborative ventures meant that HURCO’s market presence grew in Europe also. The industrial nation of Germany was given a key role:
from 1988 onwards, HURCO GmbH Deutschland in Pliening near Munich took over sales and customer service for all of Europe.
From the very beginning, HURCO not only constantly invested in new products, but principally in the further development of existing ones. The company employs a large contingent of own engineers, mechanics and IT specialists. In 1984, the dual screen Ultimax further simplified programming steps, and this was followed by the market launch of the control system Vmax in 1997, the WinMax Desktop in 2000 and the WinMax software in 2006. “The CNC machines offered by HURCO are continuously being adapted to meet changing customer requirements. Workpieces are becoming more complex and sophisticated. We are combining new requirements with the capability of the CNC controller,” explains Michael Auer, Managing Director of HURCO Deutschland. “We have lean processes at HURCO, and these enable fast implementation.”
Customers choose HURCO for more productivity

When asked “What do you like about HURCO?”, 65 percent of respondents said the capability of the controller first and foremost. “Even employees without specific programming know-how can be quickly trained. It takes no more than two days for users to be trained to use the HURCOs,” explains Auer. This is also a central component of HURCO’s success concept: an extensive training and service programme ensures collaboration based on partnership. And this allows HURCO to learn a lot of about special customer requirements and future trends.
“Never accept the status quo” is Gerald Roch’s motto. The company has registered more than 60 patents, all thanks to its pioneering spirit. Speaking about himself, the HURCO co-founder says that he was lucky to see how things should work and to always have competent employees by his side.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
D-85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Automated machine loading
HURCO shows how the cooperation of machining center and loading robot ensures more efficiency in production with assured quality: For machine loading and unloading, HURCO CNC machining centers can be combined with corresponding automation systems. This increases productivity, but saves personnel resources.
Pliening, Germany, September 2017: “This flexible system enables the expansion of the multi-shift operation in single-piece and small series production without having to increase personnel expense for machine operation,” reports Michael Auer, Managing Director of HURCO Deutschland and Head of Sales for HURCO machine tools throughout Europe.
 HURCO opted for the “Titanium” BMO system. This system allows a CNC machining center to be docked on both the left and right. Blanks are fed in the loading robot cell on trays. The robot arm integrated into the cell positions the blanks in the machining center, removes them after production and places them back into trays in the cell. “The operator loads the racks of the cell, programs the machine tool, starts the program and can then watch the system during operation,” explains Michael Auer.
HURCO opted for the “Titanium” BMO system. This system allows a CNC machining center to be docked on both the left and right. Blanks are fed in the loading robot cell on trays. The robot arm integrated into the cell positions the blanks in the machining center, removes them after production and places them back into trays in the cell. “The operator loads the racks of the cell, programs the machine tool, starts the program and can then watch the system during operation,” explains Michael Auer.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
D-85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
CNC 5-axis machining centers process heavy parts with optimum chip control.
Versatile usage possibilities due to generously dimensioned rotary tables. Tool access with tilted working plane and complex contours.
 Pliening, Germany, March 2015: CNC 5-axis machining centers in the SRTi series from HURCO offer multi-faceted benefits in more ways than one. The three machine models with a swivel head and rotary table have been developed specifically for handling heavy precision parts in cases where complex contours need to be machined despite a heavy weight and above-average size. Their large, permanently integrated rotary table makes them ideal for this application. The additional space on the table can be used for additional work as well as 3 or 4-axis machining. The swivel head/rotary table configuration enables horizontal machining and optimal chip control. All of the machines are equipped with a pimp system for chip flushing. As the C-axis, the rotary table supports unrestricted angle movement. This is an aspect that shortens machining times and has a positive effect on the cost-effectiveness offered by the machine, as Michael Auer, Managing Director for HURCO GmbH, explains, “If the machine is expected to circle the workpiece in order to perform milling on the surface of a cylinder, the table needs to be able to perform a continuous rotational movement. But if the C-axis is restricted to plus/minus 360 degrees during movement, the machine has to rotate the workpiece back again at regular intervals.”
Pliening, Germany, March 2015: CNC 5-axis machining centers in the SRTi series from HURCO offer multi-faceted benefits in more ways than one. The three machine models with a swivel head and rotary table have been developed specifically for handling heavy precision parts in cases where complex contours need to be machined despite a heavy weight and above-average size. Their large, permanently integrated rotary table makes them ideal for this application. The additional space on the table can be used for additional work as well as 3 or 4-axis machining. The swivel head/rotary table configuration enables horizontal machining and optimal chip control. All of the machines are equipped with a pimp system for chip flushing. As the C-axis, the rotary table supports unrestricted angle movement. This is an aspect that shortens machining times and has a positive effect on the cost-effectiveness offered by the machine, as Michael Auer, Managing Director for HURCO GmbH, explains, “If the machine is expected to circle the workpiece in order to perform milling on the surface of a cylinder, the table needs to be able to perform a continuous rotational movement. But if the C-axis is restricted to plus/minus 360 degrees during movement, the machine has to rotate the workpiece back again at regular intervals.”
Saving time with just one clamping process
All C-axis rotary tables in the SRTi series from HURCO can move continuously without restriction. In addition, the B-axis swivel head enables access to the workpiece on a swiveled machining plane—a big advantage when machining complex contours like impellers or turbines. “Clamping processes cost time. For these frequently requested machining combinations, the time savings from having just one single clamping process, without sacrificing any accuracy, is an important competitive advantage in contract manufacturing,” says Auer. The done-in-onpe principle – the idea of combining several machining processe in one machine – is a permanent fixture in the development work at HURCO.
The three machines in the series differ in their qualification for various applications due to the size of the workpieces they are able to machine and their spindle speed. The VMX 42 SRTi and VMX 42 HSRTi variants offer a maximum working area of 1,279 x 610 mm and 1,080 mm of X-axis traversing. Their big sister, the VMX 60 SRTi, has a working area of 1,675 x 660 mm. Their Y-axis also provides 50 mm of additional traversing. The VMX 42 HSRTi is the fastest of the trio, with a spindle operating at 18,000 revolutions per minute. They all have one thing in common: an exceptionally large working space for their machine class.
Despite differences in design, all of the machines stem from a standardized concept. This means that operators familiar with one machine can immediately feel at home operating the others. In terms of operating comfort, they also offer large door openings that make it easier to load the machine table as well as large, easy-to-open side doors for straightforward access during maintenance work.
Programming complex workpieces twice as fast
 The 5-axis machines in the SRTi series come with a “WinMax” conversational control system, optionally equipped with the DXF option. The high-performance control system software from HURCO simplifies programming for 5-side machining and provides the setup for producing precision parts in just three steps. “Compared to other conversational programming systems, our WinMax DXF software reduces the programming time for a workpiece by up to 50 percent,” reports Michael Auer.
The 5-axis machines in the SRTi series come with a “WinMax” conversational control system, optionally equipped with the DXF option. The high-performance control system software from HURCO simplifies programming for 5-side machining and provides the setup for producing precision parts in just three steps. “Compared to other conversational programming systems, our WinMax DXF software reduces the programming time for a workpiece by up to 50 percent,” reports Michael Auer.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
D-85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de