Dear Customers,
Our office will be closed on May 15, 2026. We will be back to serve you as usual starting May 18, 2026.
Thank you for your understanding!
The HURCO Team
Produce components with consistent accuracy even at varying temperatures
Pliening, February 3, 2026

Milling processes must meet ever-higher precision requirements. Tolerances in the single-digit micrometer range are no longer an exception. In order to meet such specifications on a permanent basis, a high degree of thermal stability in the manufacturing system is essential. This also includes the machine. HURCO is therefore now equipping the models in the “Di” series with thermal compensation as standard. Depending on the model, year of manufacture, and software, existing machines can also be retrofitted with this feature. The technology is particularly suitable for series production, components with long run times and tight tolerances, and 5-axis machines.
The generation of heat is unavoidable during machining. As a result, the spindle expands, causing the tool to deviate in the X, Y, and Z axes. HURCO’s thermal compensation monitors such thermal changes with real-time sensors in the head assembly and transmits them to the machines’ “WinMax” control system. The control system uses the data to continuously calculate and make the necessary adjustments. These adjustments are based on a large number of tests and models for each individual HURCO machine model. The system compensates automatically without the operator having to intervene.
The market demands consistent precision
Depending on the machine model, the negative impact of spindle growth on component accuracy is reduced by up to 80 percent. With this thermal compensation, HURCO ensures that the machines produce components with consistent accuracy even at varying temperatures. This is particularly advantageous for long machining cycles, where the increasing amount of heat in the system can cause growing expansion. The HURCO control compensates for this heat-induced change. This ability to deliver consistent results under variable temperature conditions and maintain demanding tolerances facilitates all precision machining.

After a year of joint management, Nikolaus Hoelzl will take over sole management of HURCO Werkzeugmaschinen GmbH from January 2026. His previous co-managing director, Michael Auer, is retiring. Michael Auer shaped the company over a period of around 16 years in a position of responsibility.
Nikolaus Hoelzl knows both the contract manufacturing industry and HURCO from his own experience. The graduate industrial engineer in mechanical engineering began his professional career in assembly. This was followed by many years in international sales.
During his ten years at HURCO, Nikolaus Hoelzl was responsible as Sales Director for the export markets in Central and Eastern Europe as well as Spain, Portugal, and Turkey before being appointed to the management board in 2025.
“Over the past twelve months, Michael Auer has shared his many years of experience with me and specifically prepared me for sole responsibility,” says Nikolaus Hoelzl, looking back on the joint transition phase.
In his new role, Nikolaus Hoelzl is focusing on a collegial management style that supports daily collaboration between engineering, service, sales, and customers. For him, a functioning corporate culture is closely linked to user satisfaction in manufacturing.
A key aspect of this is the optimal utilization of machine potential, particularly through practical automation solutions for small and medium-sized series. The aim is to provide contract manufacturers with solutions that can be implemented in everyday production without unnecessary complexity.
“We see ourselves as a partner that provides flexible support to contract manufacturers in their day-to-day work,” emphasizes Nikolaus Hoelzl. This attitude is reflected in both the HURCO and TAKUMI brands.
Despite continuing challenging conditions, Nikolaus Hoelzl is confident about the coming year. The key, he says, is for machines, controls, and automation to work together in such a way that productivity and usability remain in balance.
Pliening, August 27, 2025
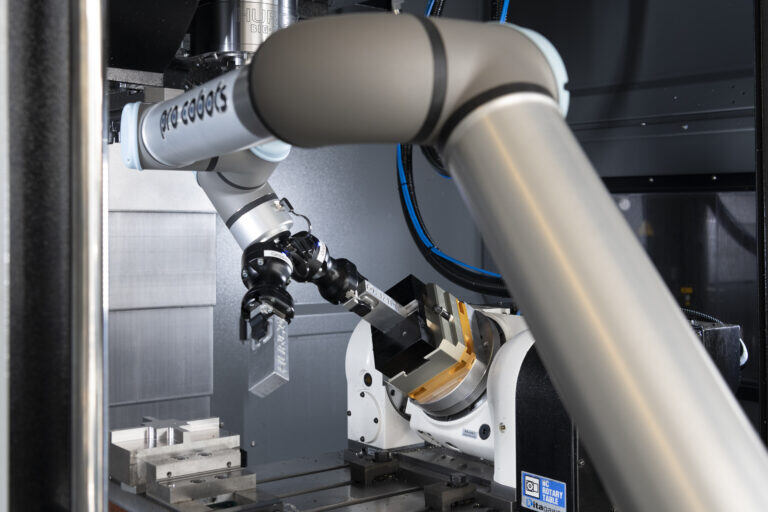
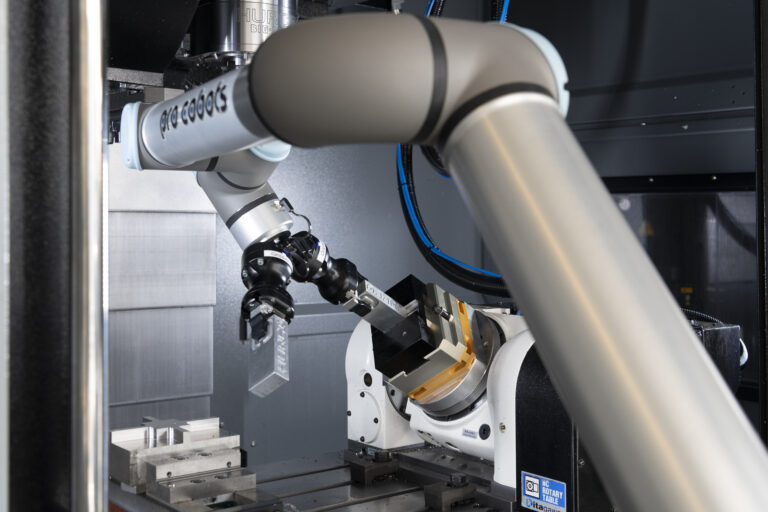
Automation is not yet standard in single-part and small-batch production. However, increasing task consolidation and a lack of personnel are prompting many contract manufacturers to look for robotic solutions. At EMO 2025 (Hall 12, Booth C60), machine tool manufacturer HURCO will be providing information about purpose-built automation solutions for efficient small-batch production.
With its ProCobots systems integrated into the control system, HURCO aims to make automation on the machine attractive to everyone and help reduce error rates and downtime. The robot arm works with most of the machine manufacturer’s models and ensures efficient workflows on the machine tool manufacturer’s 3-axis milling machines, lathes, and 5-axis machining centers. HURCO is bringing the new ProFeeder EasyDesk 30, at HURCO VMX 42Di to EMO, a robot solution for parts handling with a payload of up to 30 kilograms. The jobs to be completed are managed and programmed directly via the Job Manager on the machine. Several jobs can be set up simultaneously, and components can be distributed individually within the grid plate.
New 5-axis machine for tool and mold making
The TAKUMI machine portfolio has been expanded to include a 5-axis machine in a traveling column design with a swivel bridge. The new UA 400 will be on display at EMO and, like all TAKUMI models, is designed for workpieces that require particularly high precision and surface quality. The machine is compact and space-saving, is controlled by the latest Heidenhain TNC 7 generation, and can be loaded ergonomically. Thermal stability is ensured by targeted cooling of the spindle and sensors to compensate for spindle growth, while an integrated chip flushing and chip management system takes care of chip removal.
HURCO and TAKUMI at EMO in Hanover: Hall 12, Booth C60
Pliening, January 2 2025
HURCO is strengthening its leadership with a new management duo: Klaus Hölzl will join Michael Auer as Co-Managing Director. Together, they aim to further enhance HURCO’s innovative strength and market position, with a particular focus on automation.
Shared Leadership for Greater Success
Michael Auer, previously the sole Managing Director, will now focus on strategic planning and corporate development. Klaus Hölzl, who has been HURCO’s Sales Director since 2014, will take charge of operations and sales. “I’m delighted to have Klaus Hölzl, a highly experienced and dedicated colleague, by my side,” said Auer.

Driving Innovation
With extensive expertise in sales and mechanical engineering, Klaus Hölzl is committed to strengthening HURCO’s position as a technology leader and increasing awareness of the Takumi brand. A key focus for him will be on automation solutions. “The demand for automation is growing, even in single-part and small-batch production. With our ProCobots systems and the integrated WinMax control, we offer tailored and cost-efficient solutions,” Hölzl emphasized.
Due to a system change, we have to close our spare parts store for one week.
Please note that between 30.10. – 07.11.2023 no spare parts can be ordered and shipped.
From 08.11.2023 our colleagues are again available for you as usual under Tel: +49 89 905094 55 and ersatzteile@hurco.de.
HURCO’s focus for this year’s EMO will be on automation and simplification of programming processes. The company will demonstrate how free-form surfaces are easy to program for processing right at the machine using the HURCO control system. Tried-and-true parts-handling systems will be exhibited as well. “Contract manufacturing is all about completing orders quickly and reliably. We help our customers successfully meet these demands by providing machines and software that can meet the challenge,” explained Sebastian Herr, Applications Technology Manager at HURCO.
Automation with ProCobots
At the Hanover trade fair, HURCO will present ProFeeder, a solution that’s part of the company’s own ProCobots brand. ProFeeder can be used with different HURCO machines, based on operational needs. At EMO, the parts-handling system will be shown working with the TM 8 Mi lathe. The cobot is mounted on a chassis with wheels for this demonstration. It requires just one automatic door, which can be ordered as part of a new project. The doors can be retrofitted on all the machines ordered.
The ProFeeder is easy to integrate into your processes. Just set it up via the user-friendly WinMax software from HURCO and the Automation Job Manager solution developed specifically for ProCobots. “The flexible performance of our control system is plain to see here. With the automation solution, its job manager loads the parts without problems,” said Sebastian Herr. “The cobot’s software is not required. This eliminates problems with data transmission and accelerates your processes. With the two screens, the operator also gets to work in a familiar environment the whole time. Plus, the interfaces haven’t changed. There are lots of images, not much text – and all the other features of the WinMax control system. The system is fast. It is also dialog-oriented and includes every step that needs to be initiated in automated parts handling.”
Implementing custom automation processes
HURCO’s CNC machine tools can be connected to most robotics and automation solutions via an open-source interface. To this end, HURCO cooperates with 28 partner companies. The network includes, for example, Robojob, EROWA, Kösters or Ecosphere with established standard solutions and companies such as Zorn Maschinenbau, which offer customized solutions as special machine builders.
With this partner network, HURCO can create efficient automation solutions that perfectly meet customer requirements, even for single-components and small series production.
Program free-form surfaces right at the machine

The second major topic at the company’s booth at EMO: further simplification of direct programming right at the machine. “We want to help our customers run an efficient operation, even when the market shrinks turnaround times and resource availability. That’s why our control system is constantly learning,” Sebastian Herr said. New this year: the Surfacing option. HURCO’s Solid Model Import software option makes it possible to import 3D models formatted as STEP files right at the HURCO machine. The Surfacing option expands the import capability for solid models to include the surface data set. The new functionality makes it possible to use the control system to program even complex free-form surfaces at the machine for processing. According to Sebastian Herr: “Before this development, you always needed a CAM workstation to handle free-form surfaces. With our new Surfacing function, the process is simple and happens right at the machine via the control system.”
HURCO at EMO: Hall 12, Booth D68
Visit the booths of HURCO’s partners to see even more HURCO solutions:
- VM10i Plus 3-axis machining center at the booths of Greenleaf Europe BV (Hall 4, Booth A89) and Air Turbine Tools, Inc. (Hall 12, Booth E12)
- VMX30Di 3-axis machining center at the booth of R. Stock AG (Hall 5, Booth D23)
Automation partner for contract manufacturers
HURCO knows how to create bespoke metal-cutting and machining concepts, and the machine tool manufacturer will be demonstrating its implementation expertise yet again at METAV 2022 in Düsseldorf. From June 21 to 24, the focus will be fixed on manufacturers of one-off parts and limited production series, with advice on application-oriented solutions available at Stand A10 in Hall 16.

Pliening, May 2022: Machine tool automation is a top-priority item on the agenda of contract manufacturers devoted to limited and medium-sized production runs. The salient considerations extend from extending machine operating times to ways of compensating for scarce personnel resources. The trend toward individualized products and smaller batch sizes is proceeding at a lightning pace, but automated processes to meet the challenge are often already available. The choice of which solution to select is defined by the specific manufacturing job and the available infrastructure. When it comes to automation, there are no universally applicable rules, which is why consultations are so important. Another reason why HURCO places such priority on direct personal contact with its customers.
“Both our sales and support staff, as well as our applications technicians, can frequently be found in consultations at the customer’s premises. Based on the machine inventory and the on-site production structure, we determine precisely where we can provide support, and what kind of automation makes sense,” emphasizes Sebastian Herr, Application Support Manager at HURCO of Germany. “These consultations are just one of the focal points defining our presence at the exhibition in Düsseldorf.”
Structure-based automation
HURCO cooperates with its partners to offer to users exactly the right automation solution. “This expands our spectrum and makes us extremely flexible,” notes Herr. “Ultimately, the market already offers tried-and-tested solutions, and we integrate these in our own projects.” One of the options that HURCO offers contract manufacturers for their stand-alone machines is automated loading. While this includes a part-handling system to put the parts in the machine, automated loading of two interlinked machines is also available. “Often, cobots represent a good start in automation. These are fast, teachable, flexible systems that work together with the operator.” Users have the opportunity to clarify this technology’s suitability for their own operations at the HURCO stand, where they can also discuss whether an articulated-arm robot should take over part-handling chores in a manufacturing cell. HURCO responds to complex challenges with custom-tailored solutions for loading and pallet handling – tasks that can be combined on almost all HURCO machines.
Individual is standard
The foundations for rapid and application-oriented implementation of automation solutions, including digitalization, monitoring and evaluation, are contributed by a Windows-based operating system and the MT Connect open-source interface featured on HURCO assemblies. Network-supported DNC interfaces can be employed for mutual communications between machines and robots. “This network and interface architecture supports individual adaptation of automated systems to reflect user requirements, as well as creation of integrated production systems and blockchain solutions between the contract manufacturers and their clients,” underlines Herr, who also promises the in-depth consultations to support the process. The organizational tasks for automated manufacturing are then assumed by a project-management system developed by HURCO, or a system that incorporates the automation solution of an appropriate partner.

At METAV, users can also discuss how to select the most suitable concept with HURCO specialists, along with implementation of a specific automation solution in a process that even embraces optimization during running production operations. “We are looking forward to technical discussions in Düsseldorf,” concludes Herr.
 Kontakt:
Kontakt:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
Blog article
HURCO introduces yet another market innovation by offering you the option of program-ming free-form surfaces directly at the machine. This feature lets contract manufacturers take on jobs that were previously too time-intensive or unprofitable by allowing them to dispense with the detour through a separate CAD/CAM system.
Pliening, Germany, March 2022:
Greetings to my friends in the machining world. My name is Sebastian Herr and I manage Applications Technology at HURCO.

I want to use this article to acquaint you with a new function incorporated in our HURCO control software. I will start by focusing on the option of programming free-form surfaces right at the machine.
As many of you know, HURCO control software has already accommodated those of you wanting to read in 3D models directly using the STEP format for some time now. This “Solid Model Import” feature not only substantially reduces programming times but also provides protection against programming errors.
The new function is an extension of the existing “Solid Model Import” option. Where surfaces and solid edges of a CAD model were previously selected, you can now program 3D surfaces directly at the machine as free-form surfaces. This level of latitude is underpinned by the Solid Model Import because the scans of STEP component surface geometry form the foundation for subsequent processing.
Programming 3D surfaces
You start the process of generating the required data sets right at the machine in the usual way by loading the desired component into the HURCO control. The HURCO machine’s touchscreen is used to program the previously imported data. The STEP file representing the various surfaces appears on the screen at the right. These can then be selected to generate associated data sets suitable for saving to support individual machining processes. The data sets embrace the entire array of additional commands, such as pivoting to new processing planes. A new feature is the “Surface” command that is now incorporated in the control system. Using this new functionality, even free-form surfaces can be converted into data sets for machining. WinMax supports this ability by generating a data set created specifically for the individual machining process. All the operator needs to do is enter the tool and the process parameters. The control system performs all of the calculations to define tool paths for the ensuing roughing and final finishing operations. Needless to say, this also applies to the subsequent pivot planes when you program multilateral machining.
Here are a couple of explanatory images to help illustrate the concept.
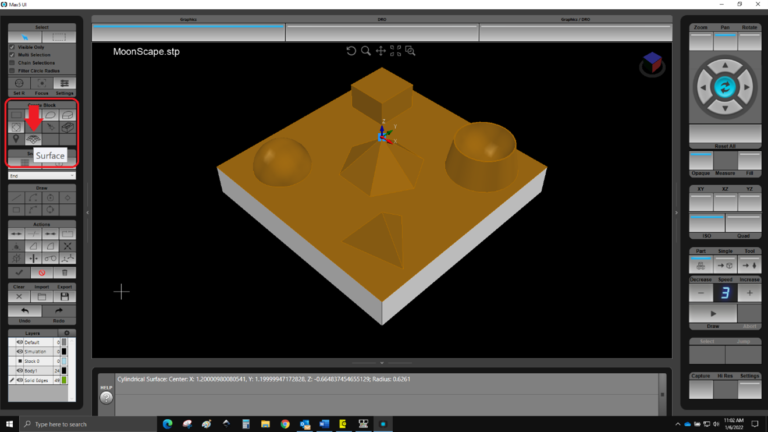
The first step requires selection of the surface to be machined. You then simply select the “Surface” data set – meaning the data set for the surfaces – from the option menu of the left.
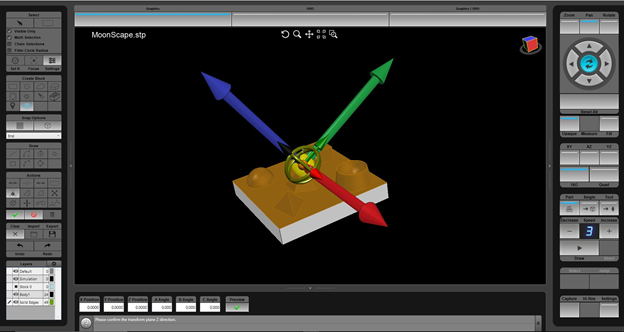
The surface can then be machined with the applied tool. Precisely what you need for this machining operation.
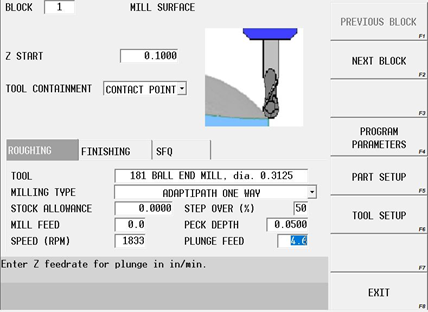
The control system then generates a data set for the selected surface, after which all you have to do is enter the tool and the technology data. Then simply specify the optimal strategies for roughing and finishing and away you go. It goes without saying that finishing operations, including the required allowances, can be repeated as often as desired. Over and again until the desired surface has been machined to perfection.
By the way, the newer HURCO machines are equipped with a Multi-Touch display similar to that found on smartphones. You therefore only need two fingers to zoom in and out or twist and turn the part. This speeds up programming and makes it more convenient.
For those of you wanting to expand their knowledge of the Solid Model Import option, please proceed to our Tutorial.
Tool and milling cycles
For machining free-form surfaces, I recommend that you specify a spherical or torus cutter. Both are well-suited for use in machining 3D surfaces as they allow sequential, single-step changes in workpiece contact area. You can also employ the torus cutter to machine flat surfaces. The HURCO program database includes a multiplicity of standard tools of the kind essential for 3D machining operations. There is also an extensive array of machining cycles. The program calculates all of the necessary processing steps based on surface geometry.
Advantages of the expanded Solid Model Import function
What we all see: The complexity of machined parts is increasing. CAD/CAM systems for discharging programming duties are virtually indispensable. The new 3D capability may well save you the procurement cost of a complex CAM system, or the expense of commissioning a CAD/CAM service provider to generate the required models. In view of progressively shrinking delivery times this can be a genuine asset. It allows direct calculation and processing of job orders. Which saves both time and money. If a firm already has its own existing CAD/CAM station, Solid Model Import will free it up for use in processing other 3D parts.
Some of the HURCO machines purchased in recent years can be retrofitted with a software upgrade to support programming of free-form surfaces. With older machines you will have to consider whether investing in the upgrade would be justified.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de
HURCO “Multi axes” series has been revised
HURCO has revised the turning centers of the “Multi axes” series. Designed for the turning and milling of medium-sized parts, the machines have been further developed, particularly with regard to the software.
Pliening, Germany, November 2021: The software bundle of the series now also includes Solid Model Import, which makes the models equal to the software status of the HURCO milling machines: same operating concept, same terminology, same features. This is of particular benefit to contract manufacturers who flexibly machine individual parts and small batches and carry out the milling work on a suitably equipped lathe. At the same time, they can quickly switch between their machines without having to make any changes to the control.

“With the lathe series, HURCO strategically rounds off its overall program,” classifies Sebastian Herr, Head of Application Technology. “Users do not have to use an additional control in their company with this. Those who appreciate the dialog control with the DXF and solid model import options on their milling machine are also right with the lathes.”
 The “multi-axis” series comprises seven versions which – fully equipped – are supplied “ready to produce”. Depending on requirements, the user can fall back on more complex versions with turrets, driven tools and additional Y and W axes and specifically expand the machining spectrum. For example, a pocket with a straight bottom can be machined on a cylinder surface using the Y-axis; the TMX version with counter spindle can machine the front and rear sides. If, for example, flanges and pipe connectors are manufactured with the multi-axis turning centers, the applications of the TMX series extend to complex machine components.
The “multi-axis” series comprises seven versions which – fully equipped – are supplied “ready to produce”. Depending on requirements, the user can fall back on more complex versions with turrets, driven tools and additional Y and W axes and specifically expand the machining spectrum. For example, a pocket with a straight bottom can be machined on a cylinder surface using the Y-axis; the TMX version with counter spindle can machine the front and rear sides. If, for example, flanges and pipe connectors are manufactured with the multi-axis turning centers, the applications of the TMX series extend to complex machine components.
Contact:
HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Phone +49 89 905094 29
abanek@hurco.de